СТАНКИ И МЕХАНИЗМЫ ДЛЯ РЕЗКИ ЛИСТОВОЙ И СОРТОВОЙ СТАЛИ
При изготовлении деталей и узлов систем вентиляции и кондиционирования воздуха одной из массовых операций является резка материалов. Для этих целей применяют станки различной мощности и конструкции.
Для резки листового материала служат ножницы различных типов, как ручные, так и с механизированным приводом. По схеме резки листового материала ножницы делятся на:
· рычажные;
· вибрационные;
· гильотинные;
· роликовые.
Ручные рычажные ножницы позволяют прямолинейно резать сталь толщиной до 1,5 мм. Режущим инструментом являются два ножа - лезвия, соединенные между собой осью.
Для резки листовой стали, холоднокатаной стальной ленты, полосовой стали, а также металлопласта, винипласта и т.п. часто применяют гильотинные ножницы. Они режут стальной лист толщиной до 6 мм и шириной до 2 - 2,5 м. Эти станки могут иметь гидравлический или механический привод. В заготовительных мастерских чаще применяют ножницы с механическим приводом, отличающиеся простотой устройства, эксплуатации и надежностью при работе в неотапливаемых помещениях.
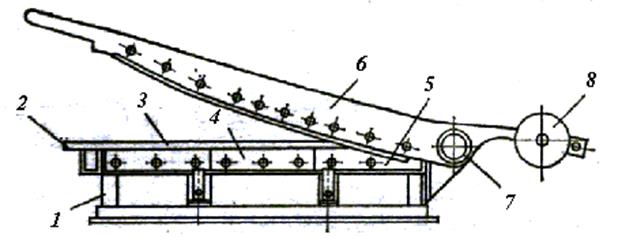 Ручные рычажные ножницы ВМС-101: ! – стол; 2 – плита; 3, 4, 5 - неподвижные ножи; 6 – траверса с подвижными ножами; 7 – ось; 8 – противовес
Ручные рычажные ножницы ВМС-101: ! – стол; 2 – плита; 3, 4, 5 - неподвижные ножи; 6 – траверса с подвижными ножами; 7 – ось; 8 – противовес
Режущим инструментов являются два горизонтально расположенных ножа, один из которых (нижний) является неподвижным, а другой (верхний) совершает возвратно-поступательные движения в вертикальной плоскости. Рез листа совершается за один рабочий (вниз) ход верхнего ножа, причем длина реза не может превышать длины ножа.
По роду передачи гильотинные ножницы бывают с механической и гидравлической передачей.
Вращение от электродвигателя через клиноременную и цилиндрическую зубчатую передачи передается на коленчатый вал. Усилие от коленчатого вала через шатуны передается на траверсу, на которой закреплен верхний нож. На раме закреплен нижний нож. Лезвие верхнего ножа наклонено по отношению к лезвию нижнего ножа на 1О 56' для снижения усилий в процессе реза. При включении муфты 10, соединяющей шестерню с коленчатым валом, осуществляется один двойной ход траверсы. Разрезаемый материал: толщина до 6,3 мм, длина до 2м.
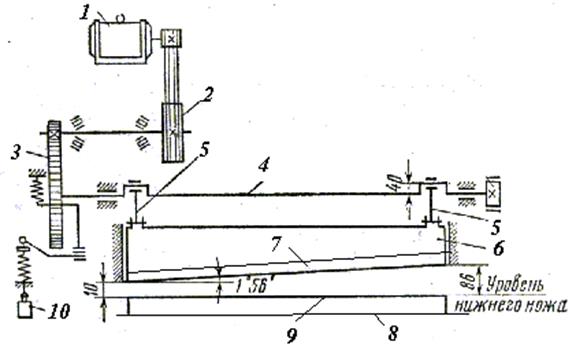 Кинематическая схема гильотинных ножниц ВМС- 103: 1 – электродвигатель; 2 – клиноременная передача; 3 – цилиндрическая передача; 4 – коленчатый вал; 5 – шатун; 6 – траверса; 7 – подвижный, верхний нож; 8 – рама; 9 – неподвижный, нижний нож; 10 – муфта
Кинематическая схема гильотинных ножниц ВМС- 103: 1 – электродвигатель; 2 – клиноременная передача; 3 – цилиндрическая передача; 4 – коленчатый вал; 5 – шатун; 6 – траверса; 7 – подвижный, верхний нож; 8 – рама; 9 – неподвижный, нижний нож; 10 – муфта
Для прямолинейной и криволинейной резки стального листа толщиной от 0,5 до 5 мм предназначены приводные роликовые ножницы ВМС-104.

Роликовые ножницы ВМС-104: 1 – станина; 2 – электродвигатель; 3 – редуктор; 4 – верхний ролик; 5 – нижний ролик; а) – общий вид; б) – схема положения роликовых ножей
Режущим инструментом ножниц являются два вращающихся ролика с острыми режущими кромками. Оси режущих роликов наклонены относительно разрезаемого листа.
Вращение верхнего ролика осуществляется принудительно от электродвигателя через трехступенчатый коническо-цилиндрический редуктор. Разрезаемый материал увлекается верхним вращающимся роликом, на котором нанесена накатка (рифления). Нижний ролик вращается под действием сил трения.
Для прямой и фасонной резки, в том числе для вырезки отверстий в листовом материале толщиной до 4 мм, предназначены вибрационные ножницы. Одной из модификаций таких ножниц является высечной механизм ВМС-106. Режущим инструментом является пара коротких ножей, нижний из которых неподвижен, а верхний совершает возвратно-поступательное движение в вертикальной плоскости с частотой 850 или 1200 двойных ходов в минуту.
На хоботе станка размещены электродвигатель и рабочая головка с кривошипно-шатунным механизмом, выполненным в виде эксцентрикового вала (ход ножа до 8 мм.). Механизм снабжен центровочным приспособлением, позволяющим вырезать круглые отверстия. Узел регулировки эксцентриситета позволяет регулировать ход верхнего ножа в зависимости от толщины разрезаемого материала.
Особую группу механизмов, предназначенных для резки толстого листового материала и сортового проката различных профилей, а также для выполнения треугольных высечек и пробивания отверстий в угловой, тавровой, полосовой и листовой стали представляют комбинированные пресс – ножницы с характеристиками: толщина перерезаемого листа до 13 мм, перерезаемые профили - круг до 40 мм, квадрат до 32 мм, швеллер N12. Диаметр пробиваемого отверстия при толщине металла до 20 мм составляет 16 мм.
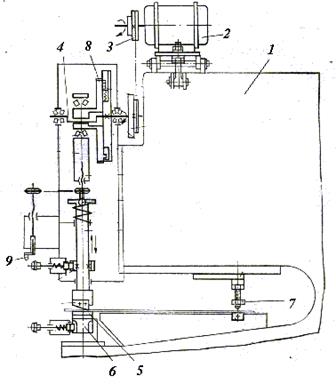
Кинематическая схема высечного механизма ВМС-106: 1 – хобот; 2 - электродвигатель; 3 – клиноременная передача; 4 – эксцентриковый вал, 5 – верхний, подвижный нож; 6 – нижний, неподвижный нож; 7 – центровочное приспособление; 8 – узел регулировки эксцентриситета; 9 – механизм ручного подъема ножа
СТАНКИ И МЕХАНИЗМЫ ДЛЯ ГИБКИ ЛИСТОВОЙ СТАЛИ
Станки и механизмы для гибки листовой стали делятся на три группы. К первой группе относятся механизмы для придания листовому материалу цилиндрической или конусообразной формы. К этой группе относятся листогибочные вальцы различных типов. Ко второй группе относятся механизмы для гибки листового материала на угол, меньший 90О. Эти механизмы называются листогибами или кромкогибами. К третьей группе относятся различные прессы, на которых листовому материалу методом штамповки можно придавать заданную форму.
В вентиляционных работах применяют листогибочные механизмы для гибки металла толщиной до 3 мм.
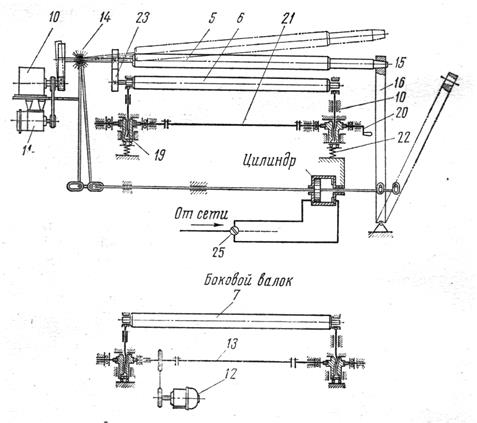
Для вальцевания цилиндрических труб применяются трех- и четырехвалковые листогибочные вальцы. Трехвалковые вальцы отличаются тем, что для придания правильной цилиндрической формы воздуховоду переднюю кромку листа перед вальцовкой необходимо подгибать вручную.
Дата добавления: 2015-10-09; просмотров: 3400;