Приспособления для формования раструбов и гибки
Формование концов труб включает в себя:
· отбортовку и изготовление утолщенных буртов для получения разъемных соединений с помощью свободно вращающихся фланцев;
· образование раструбов для неразъемных соединений сваркой или склеиванием (для полимерных труб);
· образование переходов для неразъемного соединения труб разного диаметра;
· калибровку концов труб для их соединения с фитингами сваркой или склеиванием.
Разъемные и неразъемные соединения труб из полимерных материалов: а) - фланцевое соединение; б) - раструбное соединение труб одинакового диаметра; в) - стыковое соединение труб различного диаметра: 1 - стальной фланец; 2 - труба с буртом; 3 - болт; 4 - прокладка; 5 - гайка; 6 - труба с раструбом; 7 - переход
Раструбы на полиэтиленовых трубах могут быть цилиндрическими для соединения труб между собой склеиванием или свариванием и могут быть с кольцевой канавкой под резиновое уплотнительное кольцо.
Концы труб формуют в нагретом до температуры 135ОС состоянии. Нагревают трубы различными способами:
- в жидкостных ваннах, в которых теплоносителем является глицерин или гликоль. Ванны оборудованы устройствами для нагрева теплоносителя и приспособлениями для установки труб различного диаметра;
- в электронагревательных шкафах с обдувом нагретым воздухом;
- в шкафах с инфракрасными излучателями;
- в газовых печах с использованием открытого пламени (для фторопластовых труб).
Технологический процесс формования раструбов включает нагрев трубы и насаживание на оправку. Нагретая труба совместно с оправкой обжимается двумя полумуфтами, во внутрь оправки подается сжатый воздух, который выдавливает материал трубы в кольцевую канавку, выполненную в полумуфтах. Для уплотнения воздушной полости на оправке установлены резиновые кольца. Сжатый воздух одновременно охлаждает трубу, подготавливая ее к снятию с оправки.
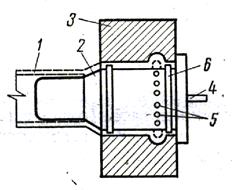
Оправка для развальцовки полиэтиленовых труб с желобками под резиновые уплотнительные кольца: 1 – труба; 2 – оправка; 3 – полумуфта; 4 – штуцер; 5 – радиальные отверстия; 6 – резиновое кольцо
В условиях монтажной площадки применяют устройства для нагрева с трубчатыми электрическими нагревателями (ТЭН).
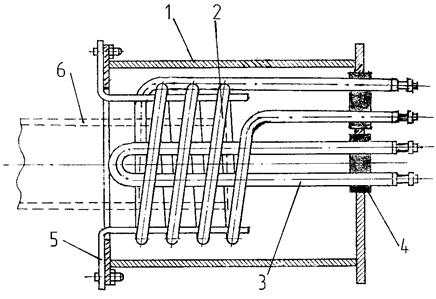
Схема нагревателя концов труб: 1 - корпус нагревателя; 2 - спиральный электронагреватель; 3 - U-образный электронагреватель; 4 - изолирующие втулки; 5 - планки крепления электронагревателей; 6 - нагреваемая труба
Нагреватель состоит из цилиндрического корпуса, в котором смонтированы ТЭНы. Нагрев концов труб или трубных заготовок должен быть двухсторонним, т.е. с наружной и внутренней стороны одновременно. Поэтому в нагревателе установлены два ТЭНа, спиральный и U-образный. Нагреватель надвигается на конец заготовки таким образом, что внутренняя поверхность нагревается U-образным, а наружная – спиральным ТЭНами.
Время разогрева заготовок определяют из расчета 1 … 1,5 мин на 1 мм толщины стенки трубы. Нагреваемый участок трубы необходимо греть до размягчения материала. При слабом нагреве материал будет недостаточно пластичным, в результате чего в стенках труб возникают микротрещины. При значительном превышении температуры увеличивается опасность прожога. Для уменьшения вероятности брака нагреватели оснащают терморегуляторами.
Формование утолщенных буртов, раструбов и отбортовку труб обычно выполняют на одних и тех же станках с заменой оснастки. В заготовительных цехах и мастерских используют станки с пневмоприводом. В условиях монтажной площадки чаще применяют устройства с ручным приводом, рычажным или винтовым.

Устройство для формования буртов и раструбов: 1 - основание; 2 - зажим; 3 - передача винт-гайка; 4 - штурвал; 5 - пуансон; 6 - обрабатываемая труба
Устройство состоит из основания, на котором установлены зажим и соосно с ним передача винт-гайка. Винт оснащен штурвалом для его вращения, а на переднем его конце устанавливают пуансон. В зависимости от диаметра обрабатываемых труб в зажим устанавливают сменные вкладыши и применяют сменные пуансоны.
Для образования раструбов разогретый конец трубы устанавливают в зажим и фиксируют в нем. Вращением штурвала пуансон вводится внутрь трубы, при этом происходит формование раструба. После остывания пуансон выводится из трубы.
Для отбортовки конца трубы или формования бурта в зажим устанавливают разъемную матрицу, а на винт - соответствующий пуансон. Остальные операции такие же, как при формовании раструба.
Гибку полимерных труб диаметром от 25 до 160 мм применяют для изготовления соединительных деталей трубопроводов-отводов, калачей, компенсаторов и т.п. Ее применяют для изготовления элементов или узлов, состоящих из одного или нескольких отводов и прямых участков труб, что сокращает количество сварных стыков. К недостаткам гибки следует отнести большие, по сравнению с литыми или сварными деталями, размеры изогнутых участков (за счет больших радиусов гиба), а также деформации стенок и поперечного сечения (овальность) трубы в месте изгиба. Величина деформаций зависит от толщины стенки и ее отношения к диаметру трубы, от радиуса и способа гибки, а также от оборудования, применяемого для гибки труб.
При гибке труб из полимерных материалов следует учитывать их пружинение (упругость). Трубу следует «перегнуть» на определенный угол, по сравнению с заданным. Для определения величины пружинения необходимо заданный угол увеличить:
· для труб из ПВД в 1,07 раза;
· для труб из ПНД и ПП в 1,1 раза;
· для труб из фторопласта в 1,2 раза.
Трубы из ПВХ не пружинят.
Полимерные трубы гнут в разогретом состоянии, когда заготовка находится в высокоэластичном состоянии. Допускается односторонний нагрев, т.е. снаружи, но лучший результат получается при двухстороннем нагреве в глицериновых ваннах. Гибку нужно выполнять плавно, без рывков и резких движений. Для гибки зачастую применяют те же станки, что и для стальных труб. Но к ним предъявляются более высокие требования: радиусы шаблонов и гибочных роликов должны быть равны номинальному радиусу трубы: поверхности шаблонов и роликов должны быть тщательно обработаны и не иметь заусенцев, острых кромок и других дефектов, способных повредить поверхность трубы при гибке.
| 
|
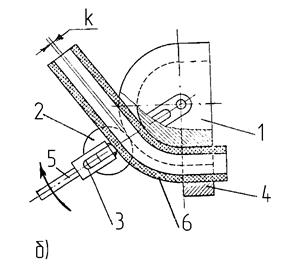
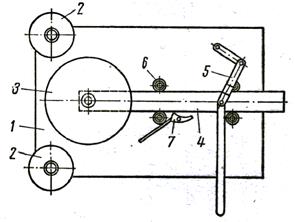
Станок для гибки труб с ручным приводом: а) - общий вид; б) - схема гибки: 1 - неподвижный шаблон; 2 - гибочный ролик; 3 - скоба; 4 - зажим; 5 - рычаг; 6 - изгибаемая труба
Существует несколько способов гибки полимерных труб, основными из которых являются: гибка роликом вокруг гибочного шаблона и гибка обкаткой с внутренней оправкой (дорном).
Для гибки роликом применяют станки с ручным приводом или приводные станки.
Для гибки полимерных труб обкаткой применяют специальные станки или переоборудованные гибочные станки для стальных труб.
Станок для гибки полимерных труб методом обкатки: а) - общий вид; б) - схема гибки: 1 - станина; 2 - электродвигатель; 3 - поворотный стол; 4 - гибочный ролик; 5 - ось штанги; 6 - штанга; 7 - нажимной винт; 8 - тяга; 9 - оправка (дорн); 10 - нажимная колодка; 11 - гайка с ручками; 12 - эксцентриковый прижим; 13 - рычаг муфты; 14 - изгибаемая труба
Гибка полиэтиленовых труб не требует больших энергетических затрат и часто производится на гибочных приспособлениях плунжерного типа ручного действия.
Нагретая труба устанавливается между опорными и гибочным роликами, после чего под воздействием рычага перемещается рейка совместно с гибочным роликом. Удержание рейки в требуемом положении обеспечивается храповиком.
Механизм для гибки отводов из полиэтиленовых труб: 1 – стол; 2 – опорный ролик; 3 – гибочный ролик; 4 – рейка; 5 – рычаг; 6 – направляющий ролик; 7 – храповик
Дата добавления: 2015-10-09; просмотров: 4086;