Классификация сборочных единиц по конструктивно – технологическим свойствам.
Узлы и панели самолета можно объединить в группы по конструктивно – технологическим признакам. Такое объединение позволяет разрабатывать технологические процессы и оснастку не на отделанные узлы, а на группу узлов, сходных по конструктивно – технологическим признакам и использовать типовые технологические процессы и оснастку.
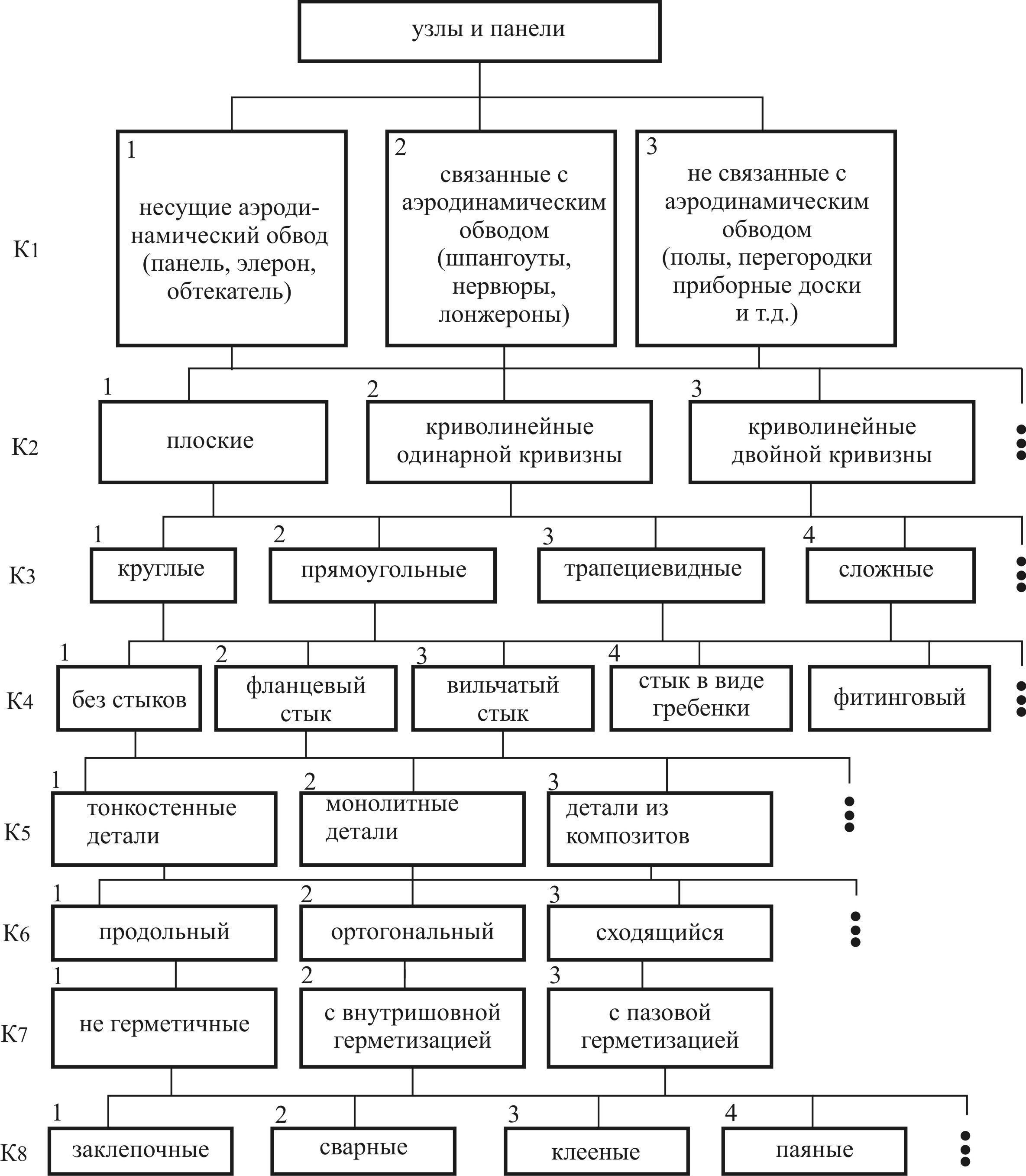
На рис.2 приведена одна из возможных схем классификации узлов и панелей планера самолета.
Признаками классификации выбираются, как правило, следующие
1. связь С.Е. с аэродинамическим обводом;
2. пространственные формы;
3. форма в плане;
4. виды стыков и разъемов;
5. характеристика входящих деталей;
6. расположение подкрепляющего набора;
7. виды герметизации;
8. виды используемых соединений.
Классификационные признаки располагают в порядке уменьшения степени влияния на технологический процесс и оснастку.
Каждому классификационному признаку присвоивший в общей классификационной системе свой номер.
В каждом классификационном признаке выделяются разрядные свойства , которые также нумеруются.
Код сборочной единицы составляется из набора разрядных свойств, расположенных в соответствии с расстановкой классификационных признаков.
КОД = Jк1 ,Jк2 , Jк3 , ………Jкn
Например, панель
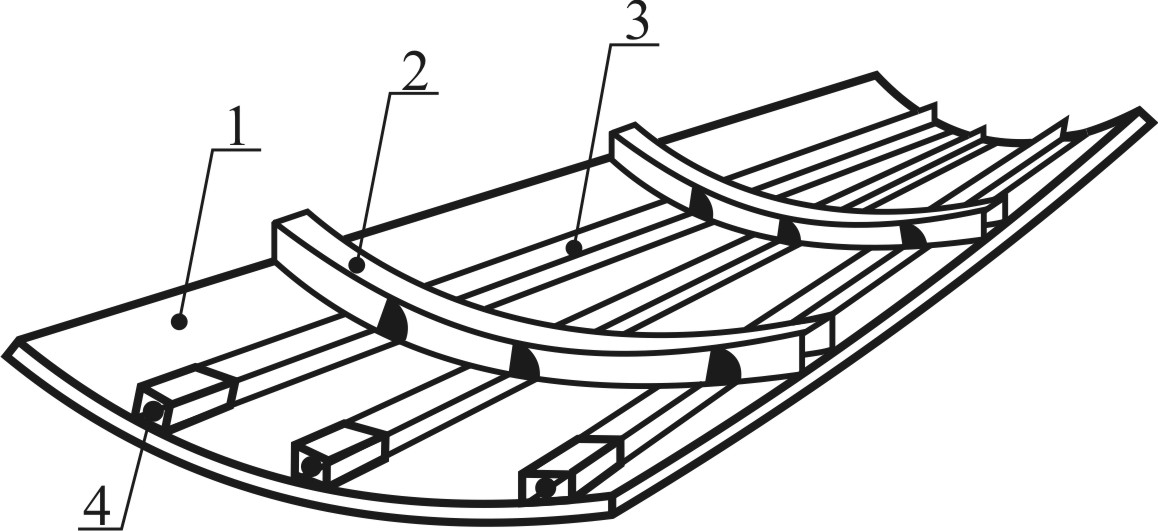 1. обшивка
1. обшивка
2. шпангоут
3. стрингер
4. фитинг
КОДи = 01; 02; 03; 05; 01; 02; 01; 03…….
Результатом классификации является создание машинного классификатора узлов самолета.
По классификатору составляется код сборочной единицы, по которому ЭВМ отыскивает типовые программы проектирования технологических процессов и программы проектирования сборочной оснастки.
Вопросы для самоконтроля:
1. Дайте определение технологическому процессу сборки.
2. На какие операции делится рабочий технологический процесс?
3. Для чего служит маршрутный технологический процесс?
4. Назовите признаки, по которым производится деление технологического процесса на операции.
5. На какие виды рабочих действий можно условно разделить многообразие сборочных работ?
6. Какая информация указывается в переходах подготовительных операций?
7. Каким образом составляется код сборочной единицы?
Литература:
1. Абибов А.Л. и др. Технология самолетостроения. М.: Машиностроение, 1982. 551 с.
2. Бабушкин А.И. Методы сборки самолетных конструкций. М.: Машиностроение, 1985. 248 с.
3. Вагнер Е.Т. Лазеры в самолетостроении. – М.: Машиностроение, 1982. – 184 с.
4. Григорьев В.П., Ганиханов Ш.Ф. Приспособления для сборки самолетов и вертолетов. М.: Машиностроение, 1976.
5. Григорьев В.П. Монтаж сборочных приспособлений с применением механических и электронных приборов. М.: Изд. МАИ, 1977.
6. Координатные измерительные машины и их применение / В.-А.А. Гапшис и др. – М.: Машиностроение, 1999. – 328 с.
7. Пакулов Ф.Н., Маклаков М.А., Сазонов О.А. Применение контрольно-измерительной машины Romer в авиационной промышленности / САПР и графика, №12, 2000. - с. 80-83.
8. промышленная метрология / Сб проспектов фирмы Leica. – Москва, Гертнер, с. 9-10.
9. Современные технологии авиастроения / Под ред. А.Г. Братухина, Ю.Л. Иванова. М.: Машиностроение, 1999. – 832 с.
10. справочник технолога-машиностроителя. В 2-х томах, т.1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд. перераб. и доп. – М.: Машиностроение, 1986. – 656 с.
11. Халиулин В.И. Расчет ожидаемой точности сборки узлов и отсеков. Учебное пособие. Казан. гос. техн. ун-т. Казань, 1993. 64 с.
12. Людоговский П.Л., Назарычев А.П. Механизация и автоматизация внестапельной сборки авиационных клепаных конструкций. Учебное пособие. Казан. гос. техн. ун-т. Казань, 2008. 179 с.
Дата добавления: 2015-09-29; просмотров: 2819;