ЛЕКЦИЯ 23. Современные контрольно-измерительные системы, применяемые в сборочном производстве ЛА
Промышленные измерительные системы представляют собой комплекс средств, применяемых на всех стадиях создания самолетов, начиная от проектирования испытаний, изготовления продувочных моделей, разработки чертежей в научно-исследовательских отделах; для получения данных, относящихся к проектированию конструкции в конструкторских отделах; для
контроля штампов, а также для изготовления частей планера, продувочных моделей и для подготовки данных для станков с ЧПУ; для выполнения работ по периодической проверке сборочных приспособлений, стендов, стапелей, станочного оборудования в цехах основного производства; монтажа СП, в стыковочных и других стендах сборочного производства. Ведущим мировым производителем данных систем является фирма «Leica».
1. Характеристика промышленных измерительных систем фирмы «Leica», применяемых в авиастроении
Наибольшее распространение получили теодолитные измерительные системы AxyMTM-STM, интерферометрические Axyz LTD, фотограмметрические V-STARS. Укрупненные характеристики систем приведены в таблице 23.1.
Таблица 23.1.
Промышленные измерительные системы
| Cистема | AxyzSTM | AxyzMTM | AxyzLTD | V-Stars |
| Сенсор | Тахеометр | Теодолиты | Лазерный трекер | Камеры |
| Время развертыва- ния | 10 минут | 30-40 минут – установка и ориенти- рование | 25 минут – инициализа- ция без учас- тия оператора | 30 минут основной инициализа- ции (разметка) |
| Размер объекта | до 100 м | до 50 м | до 35 м | до 5-7 м |
| Скорость замера | 1 точка - 20 секунд | 1 точка – 10 секунд | до 1000 точек в секунду | 1 точка в 2 секунды |
| Точность | 0.5мм по ходу луча от 0.02мм в поперечном направлении | от 0.02 мм до 1/200000 размера | от 0.02мм до 1/100000 размера | от 0.02мм до 1/50000 Размера |
| Отметка точек | Катафоты или призмы | Лазерное пятно, любые точки | Специальная марка | Специальная разметка |
| Бесконтактность | НЕТ (необходима разметка) | ДА | НЕТ (касание специальной маркой) | ДА (разметка или специальная марка) |
| Сканирование | Точка за точкой на призму | Точка за точкой по лазерному пятну | Движущийся пробник по поверхности | Точка за точкой на пробник |
| Слежение за целью | ДА (TDA серия) | ДА (TDA серия при измерении на призмы) | ДА (Стандартный режим) | НЕТ |
На рис. 23.1 показаны современные приборы, входящие промышленные измерительные системы фирмы Leica Geosystems, получившие наибольшее распространение в авиастроении.

Рис. 23.1. Приборы промышленных измерительных систем
Под системой Axyz понимается оттестированное и организованное программное обеспечение и поддержка (в том числе и аппаратная) разнообразных приборов, а также методика выполнения работ.
Общая часть системы включает в себя:
1) Функции управления системой и работы с данными:
· импорт/экспорт данных различных форматов;
· создание отчета о работе;
· доступ в базу данных выполненных работ;
· редактор базы данных;
· задание параметров различного используемого инструментария;
· определение измеряемых объектов (их может быть несколько в одной работе);
· задание допустимых погрешностей (этот пункт исключительно важен для получения гарантированно правильного измерения);
· защита от перезаписи и удаления данных;
· доступ к модулям для различных приборов;
· отступ к внешнему монитору окружающей среды;
2) Функции для работы с координатными системами:
· выбор различных координатных систем - декартовых, сферических, цилиндрических различной ориентации;
· выбор различных координатных систем (связанных с различными объектами);
· изменение координатной системы путем поворота, переноса или изменения масштаба;
· привязка к другим осям, задаваемым точками;
· привязка к координатной системе объекта по набору отдельных координат отдельных точек;
· привязка к координатной системе объекта по геометрии объекта (плоскость, цилиндр, конус, параболоид и т.д.);
3) Оценку параметров объекта (рис. 23.2 – 23.4):
· проведение по набору точек различных элементов - наилучших прямой, плоскости, окружности, сферы, цилиндра, параболоида, конуса;
· сравнение наборов точек и проверка отклонений их координат от номинала;
· взаимное расположение различных элементов;
· пересечение двух элементов;
· контроль за перпендикулярностью и параллельностью элементов;
· симметричное разбиение;
· определение скрытой точки;
· определение расстояний, угла и дуги;
·
| Плоскость 1 |
| Плоскость 2 |
| Плоскость бисектора |
Рис. 23.2. Пересечение плоскостей 1,2 и построение плоскости бисектора
Рис. 23.3. Построение цилиндра по замеренным точкам (P1-P5)

Рис. 23.4. Сравнение поверхности с замеренными точками
4) Управление измерением:
· измерение углов и расстояний (в том числе и управление с ПК);
· показ измеренных координат в различных системах координат с указанием погрешности измерения;
· режим выноса (разметки объекта) и проверки (сравнение с заложенными данными) - особенно эффективен при использовании моторизованных приборов;
· режим непрерывного обновления (без записи) координат точек;
· замер скрытых точек;
· возможность создания программы управления последовательностью операции при измерении.
Наибольшее распространение в авиастроении получили следующие измерительные системы – AxyzLTD и Axyz MTM/STM.
2. Теодолитная (тахеометрическая) измерительная система AxyzMTM/STM
Система состоит из теодолитов (тахеометров) (рис. 23.5), измерительного жезла (длиной ~1м), интерфейсного блока (от 1 до 8 приборов), портативного компьютера (RAM 64, Pentium 266, HDD 1Gb, мультипорт RS232 по количеству теодолитов (тахеометров), штативов, лазерных насадок DL2 на теодолиты (тахеометры), соединительных проводов. Количество одновременно подсоединяемых приборов составляет от 1 (для системы STM) и от 2 до 8 (для системы MTM). Количество одновременно программно обрабатываемых стоянок приборов составляет от 1 до 99. Максимальная достижимая точность для системы МTM составляет 0,02мм. Скорость снятия координат контролируемых составляет 1-4 точки в минуту. Количество операторов, обслуживающих систему, равно числу работающих в ней приборов.
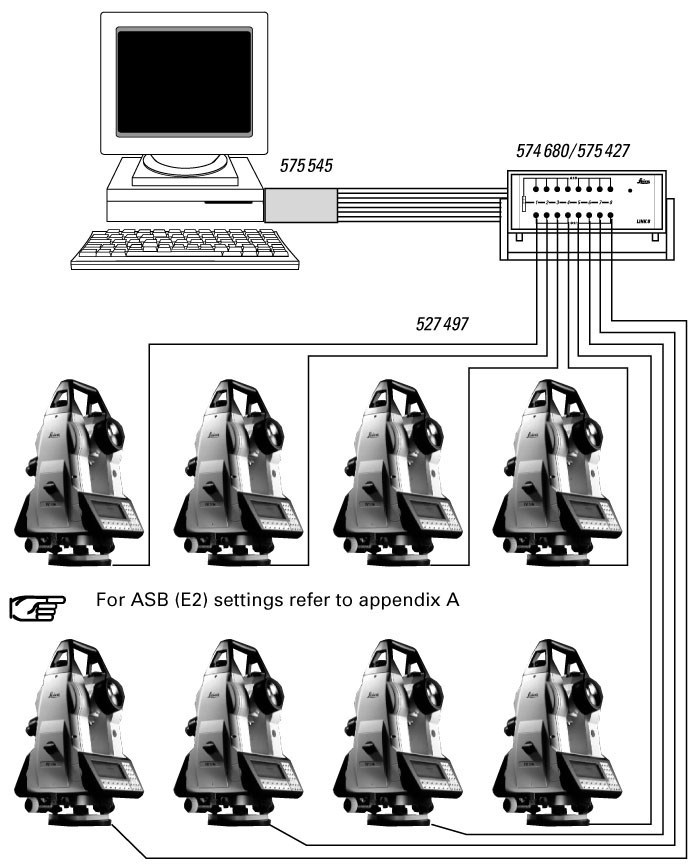
Рис. 23.5. Теодолитная измерительная система
На рис. 23.6 показаны некоторые из стандартных марок для AxyzMTM.
Упрощенная схема проведения сборочных работ с использованием измерительной системы Axyz MTM такова:
1) взаимная ориентация приборов;
2) определение координат базовых точек объекта;
3) переход в систему координат объекта (по точкам или конструктивным элементам объекта);
4) определение положения объекта в пространстве или взаимное расположения его частей;
5) смещение его точек в необходимые проектные положения в системе координат объекта (моторизованные теодолиты автоматически разворачиваются в нужную точку пространства и материализуют ее лазерным лучом);
6) повторное измерение контролируемых точек;
7) выдача протокола измерений.


Рис. 23.6. Марки для AxyzMTM
ЛЕКЦИЯ 24. Современные контрольно-измерительные системы, применяемые в сборочном производстве ЛА (продолжение)
1. Лазерный трекер (AxyzLTD)
Измерительная система состоит из сенсора (вес 31,5кг), контроллера (вес 10,5кг), персонального компьютера (RAM 128, Pentium 400, HDD 1Gb, LAN карта), соединительных кабелей питания и связи и специальных визирных целей (рис. 24.1).
При использовании в качестве сенсора лазерной интерферометрической следящей головки (со встроенной видеокамерой) измерительная система AxyzLTD приобретает уникальные возможности по сканированию поверхностей, так как скорость съема данных достигает 1000 точек в секунду. При этом пользователь устанавливает и способ отбора измеренных данных, например, через каждые 0,1мм, либо через каждые 0,01сек., либо точки, имеющие определенную координату «х» (точки некоторого сечения поверхности). Исключительно удобным становится и исследование динамических процессов, например, движение фрезы станка (отслеживаются движения со скоростями до сотни километров в час). Пользователю достаточно при помощи встроенной видеокамеры (по изображению на экране компьютера) направить головку на визирную цель (щелкнув по цели мышкой) и процесс измерения начнется. В процессе измерения датчик сам следит за состоянием атмосферы и вносит необходимые изменения по мере их надобности.
Поскольку в AxyzLTM объем данных велик, компьютер должен быть обязательно дооборудован LAN картой и иметь видеопамять не менее 8 Mb.
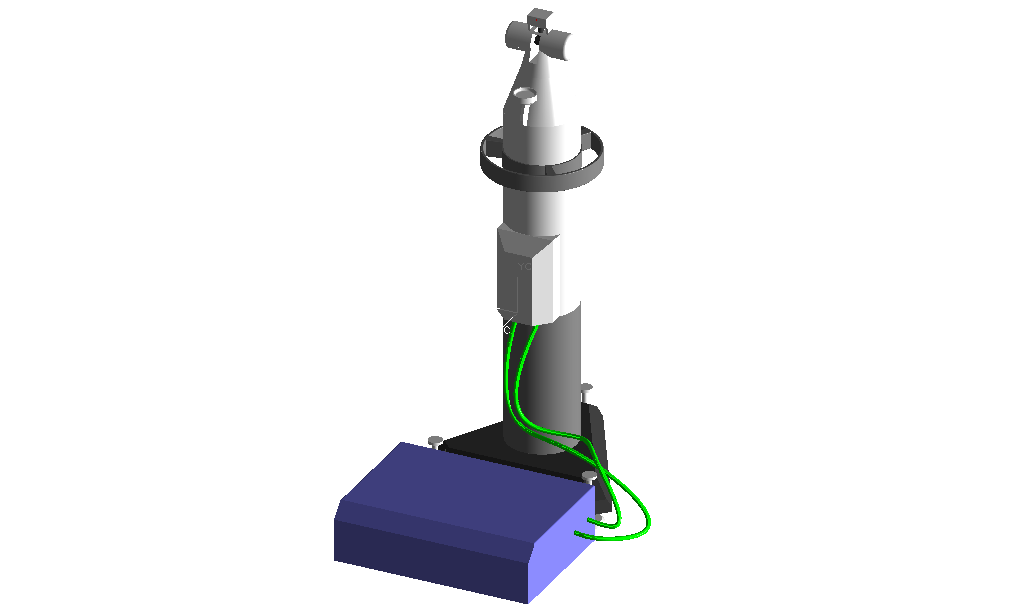
Рис. 24.1. Система Axyz LTD
Упрощенная схема измерений такова. Прибор устанавливается непосредственно у измеряемого объекта. В течение 0,5 часа производится самоинициализация прибора. После этого система готова к измерениям. Измерения производятся на стандартный призменный отражатель (рис. 24.2). Первоначально отражатель устанавливается на штатное место на корпусе лазерного трекера. Производится захват визирной цели. Оператор последовательно помещает визирную цель на контролируемые точки на объекте. Производится автоматическое слежение за целью и, при необходимости, запись ее текущих координат в базу данных управляющей программы – при потере цели (вследствие прерывания луча лазерного интерферометра) измерение может быть продолжено либо со штатного места на корпусе трекера, либо с контролируемой точкой с известными (измеренными) координатами.


Рис. 24.2. Марки для Axyz LTD
При выполнении измерений с помощью систем типа Axyz к помещению, режиму вентиляции, освещенности, времени проведения измерений предъявляются определенные требования:
1) Помещение должно иметь жесткое основание для установки штатных штативов с теодолитами (тахеометрами) или лазерного трекера или специально оборудованные места для крепления теодолитов (тахеометров) во избежании изменения ориентации теодолитов (тахеометров), лазерного трекера во время проведения наблюдений.
2) Если измерительные приборы располагаются на высоте более 1,8 м, то места стоянок наблюдателей должны быть оборудованы специальными подставками для стояния.
3) Теодолиты не рекомендуется ставить вблизи нагревательных приборов или в местах, связанных с резким колебанием температур во время проведения наблюдений.
4) Во время проведения наблюдений в помещении должен быть установлен стабильный температурный режим с колебаниями не более 5 градусов по Цельсию.
5) Визирные цели должны быть освещены равномерным и достаточной интенсивности освещением. Если освещения, используемого в помещении не достаточно для четкого наблюдения визирных целей, последние должны быть подсвечены электрической переносной лампочкой.
Особенностью самолетостроительного производства на современном этапе является широкое применение машинных методов проектирования изделий, использование вычислительных систем и устройств для программного управления оборудованием и средствами контроля качества продукции. Бесконтактные методы контроля геометрических параметров деталей, узлов и агрегатов позволяют связать в единый комплекс машинные методы проектирования и автоматизированное воспроизведение проекта в производстве.
На рис. 24.3 приведены области применения измерительных систем в авиации.

Рис. 24.3. Укрупненная схема измерительных работ
1.1. Изготовление оснастки и деталей
Изготовленная технологическая оснастка (шаблоны, рубильники, контрольные плазы, эталоны поверхности др.) и детали перед выдачей в производство подвергаются контрольным операциям для определения отклонений от заданных параметров. В виду специфических особенностей конструкции самолета – сложности формы, многоразмерности, крупногабаритности – методы контроля требуют специализированной аппаратуры. Контроль элементов заключается в сравнении отдельных поверхностей, линий или отдельных точек с проектными данными. При этом предельная погрешность методов контроля должна составлять 20-30% от погрешности допуска на изготовление. Поскольку промышленные измерительные системы имеют точность от 0,02 мм, то эти системы покрывают весь объем проверочных работ в самолетостроении.
Для контроля изделия измерительная система разворачивается в любом удобном месте. Производится замер контрольных точек и осуществляется привязка к системе координат изделия. Дальнейшие измерения проводятся непосредственно в системе координат изделия с одновременной выдачей отклонений точек от проектного положения (рис. 24.4).
Возможны следующие способы маркировки объекта:
1) лазерным лучом – при работе с удаленными точками (AxyzMTM);
2) специальными отражающими пробниками (AxyzLTM, AxyzSTM) марками на оснастке при замерах отверстий и их осей, недоступных точек.
После получения объема всей необходимой информации (достаточного количества точек) возможно моделирование собираемости элементов и вычисление отдельных геометрических характеристик (взаиморасположение осей, центров отверстий и т. д.).

Рис. 24.4. Проверка элементов двигателя лазерным трекером
1.2. Монтаж и контроль сборочной оснастки
При использовании промышленных измерительных систем при монтаже оснастки удается снизить до минимума влияние на точность малой жесткости каркасов, деформирования оснастки от массы собираемых деталей агрегатов и массы сборщиков, температурных деформаций оснастки конструкции и агрегатов. Более того, можно проводить независимый активный контроль расположения собираемых деталей и, таким образом, обеспечивать безмакетную увязку наиболее важных стыков и разъемов. Для монтажа и мониторинга состояния стапеля достаточно заложить в цехе несколько жестких реперов. Работы могут выполняться всеми измерительными системами. Данные работы проводятся методом сравнения (выноса) контрольных точек на элементах оснастки. При необходимости (для исключения влияния деформации, связанной с транспортировкой деталей) сами элементы оснастки могут быть проверены непосредственно на месте сборки. Измерительные приборы располагаются в сборочном цехе в удобном для проведения наблюдений данного элемента оснастки месте. Производится замер реперных точек и осуществляется привязка к системе координат стапеля. На основании проектных данных определяется теоретическое положение контрольных точек элементов оснастки. В специальном режиме работы измерительных систем (вынос точки в натуру) приборы с помощью лазерных лучей материализуют эти точки в пространстве. Монтажнику с помощью юстировочных устройств достаточно совместить контрольную точку с ее визуализацией в пространстве и провести контрольное измерение. На рис. 24.5 показан рабочий момент контроля сборочной оснастки.
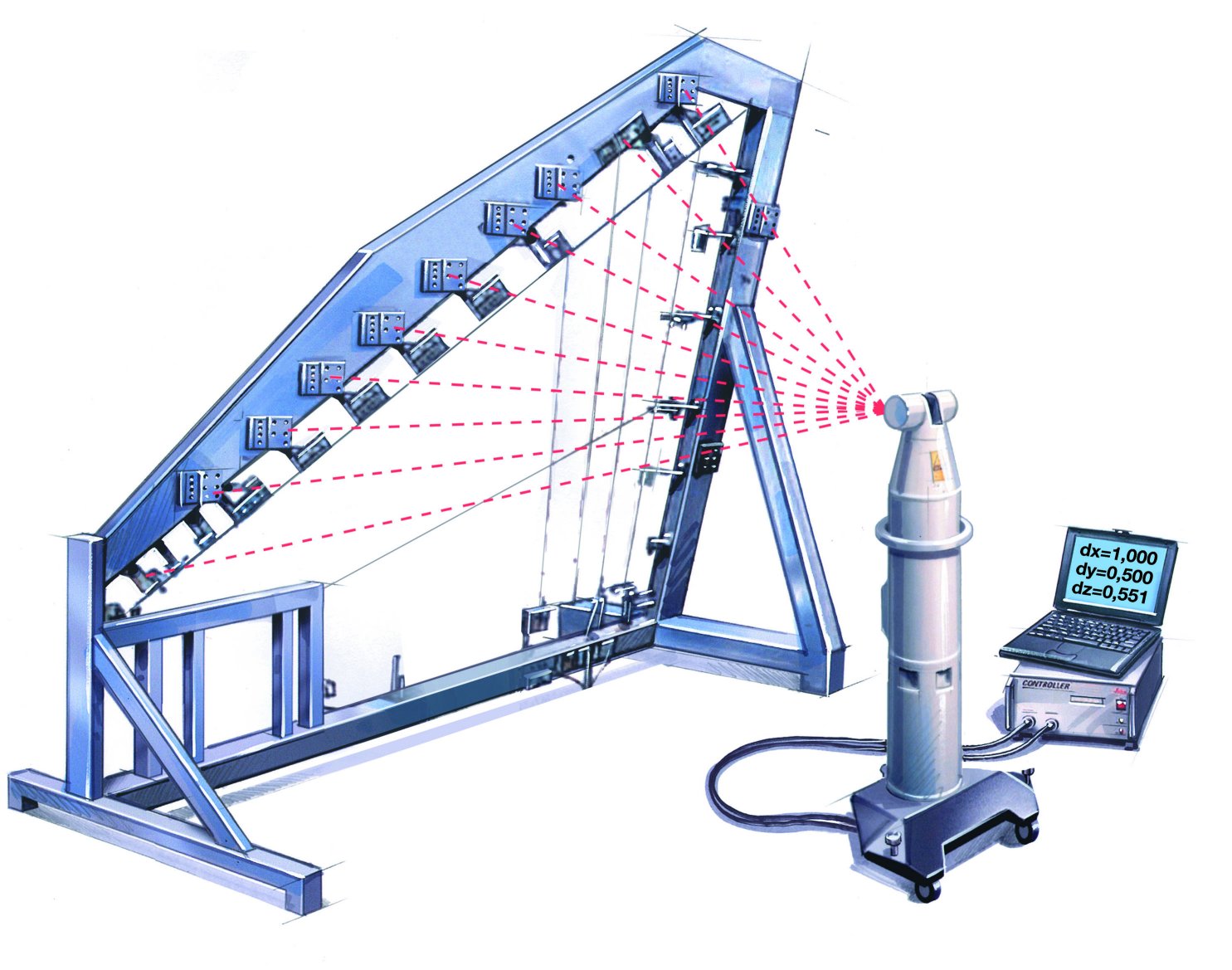
Рис. 24.5. Контроль сборочной оснастки
Аналогично, при необходимости проконтролировать положение элементов стапеля, измерительные приборы располагаются непосредственно перед измеряемым объектом в удобном для проведения наблюдений данного элемента оснастки месте. Производится замер реперных точек и осуществляется привязка к системе координат стапеля. На основании проектных данных определяется теоретическое положение контрольных точек элементов оснастки и их отклонение от проектного положения.
1.3. Монтаж и контроль агрегатов самолета
Применение измерительных систем позволяет войти в систему координат самолета, не проводя его предварительную нивелировку, и таким образом провести монтаж (рис. 24.6) и контроль элементов оборудования. Система разворачивается непосредственно возле самолета. Производится замер нивелировочных (контрольных) точек самолета (рис. 24.7). Теоретические координаты этих точек выбираются из проекта, и в процессе перехода в систему координат самолета контролируется их взаимное расположение.
Контроль за монтажом агрегатов осуществляется по контрольным точкам. Система располагается в сборочном цехе в удобном для проведения наблюдений месте. В специальном режиме работы измерительных систем (вынос точки в натуру) приборы с помощью лазерных лучей материализуют эти точки в пространстве. Монтажнику с помощью юстировочных устройств достаточно совместить контрольную точку с ее визуализацией в пространстве и провести контрольное измерение.
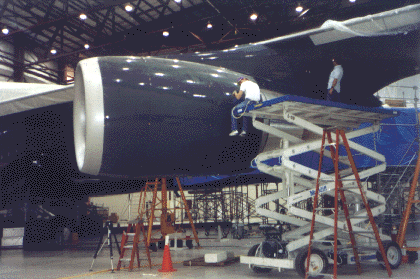
Рис. 24.6. Монтаж агрегатов самолета с помощью AxyzLTD

| Y right = Y left |
| Z |
| X |
| Y |
Рис. 24.7. Окончательный контроль после сборки с помощью AxyzMTM
Вопросы для самоконтроля:
1. На каких стадиях производства применяются КИМ в самолетостроении?
2. В чем функциональные различия теодолитных и лазерных контрольно-измерительных систем?
3. Какие общие основные функции имеют современные контрольно-измерительные системы?
4. Какова функциональная последовательность сборочных работ при применении теодолитной измерительной системы?
5. Из каких основных компонентов состоит лазерный трекер?
6. Какова последовательность этапов работы лазерного трекера?
7. Какие области применения лазерного трекера существуют?
Дата добавления: 2015-09-29; просмотров: 4237;