Специальные ленточные конвейеры
Кроме ленточных конвейеров в обычном исполнении, применяются конвейеры, конструкции которых разработаны для определенных условий эксплуатации и транспортирования различных по характеристике грузов.
Телескопические ленточные конвейеры позволяют периодически увеличивать (или сокращать) их длину вслед за подвига-нием забоя без рассоединения ленты. На нижней ветви ленты 1 телескопического конвейера (рис. 15.10, а) установлено телескопическое устройство, включающее спаренные натяжные барабаны 2 и 3, обеспечивающие запасовку петли ленты длиной до 96 м, что позволяет изменять длину конвейера до 48 м без рассоединения ленты. Концевая секция 4 конвейера выполнена подвижной на катках 5 и снабжена приводной лебедкой 6. Для перемещения секции 4 канат 7 лебедки 6 закрепляют к крепи выработки. По мере подвигания забоя и перемещения концевой секции 4 изменяется длина конвейера за счет уменьшения расстояния между барабанами 2 и 3 и выбора петли ленты на телескопическом устройстве.
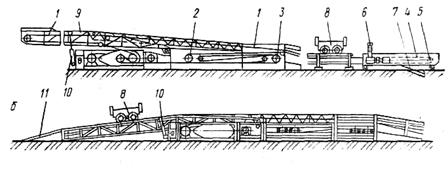
Рис. 15.10. Телескопический ленточный конвейер:
а — в рабочем положении; б — при опущенной консоли для перегона грузовой тележки
На ставе по всей длине конвейера расположены направляющие для перемещения в забой грузовой тележки 8 с крепью и другими вспомогательными грузами. На разгрузочной консоли 9, шарнирно закрепленной на металлоконструкции конвейера и перемещаемой в вертикальной плоскости гидроцилиндрами 10, шарнирно закреплен съезд 11. При опущенной консоли 8 и откинутом съезде 10 (рис. 15.10, б) тележку с шахтного пути перемещают на направляющие откидного съезда и далее по ставу конвейера доставляют ее в забой.
Описанный конвейер предназначен для установки в выемочных штреках при разработке марганцевых руд длинными столбами с заходками. При ширине ленты 650 мм конвейер обеспечивает техническую производительность 200 т/ч. Длина конвейера 500 м мощность привода 40 кВт.
Ленточно-канатные и ленточно-цепные конвейеры. В ленточно-канатном конвейере функции несущего и тягового органа разделены: функции несущего органа выполняет специальная невысокой прочности лента, а функции тягового органа—два стальных каната.
Ленточно-канатный конвейер (рис. 15.11, а) состоит из двух замкнутых и вертикальной плоскости контуров тяговых канатов 1, на которых свободно лежит лента 2. Верхняя и нижняя ветви канатов по длине конвейера поддерживаются роликами 3, расположенными на опорных стойках 4. Ролики верхней ветви канатов попарно расположены на балансирах 5. Каждый контур канатов в головной части конвейера огибает индивидуальные канатоведущие шкивы трения, соединенные между собой дифференциальным редуктором, обеспечивающим выравнивание скоростей тяговых канатов. Каждый тяговый канат имеет самостоятельное натяжное грузовое устройство, расположенное обычно в хвостовой части конвейера. 
| Рис. 15.11. Ленточно-канатныи конвейер: а — поперечное сечение става; б — конструкция ленты |
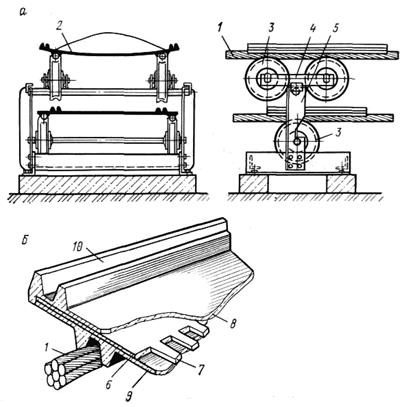
Рис. 15.11. Ленточно-канатный конвейер: а – поперечное сечение; б – конструкция ленты.
Лента конвейера (рис. 15.11, б) имеет одну или две тканевые прокладки 6, между которыми с шагом 60—80 мм расположены поперечные стальные рессоры 7, а также верхнюю (рабочую) обкладку 8 и нижнюю 9. Вдоль ленты сверху и снизу расположены резиновые борта 10 с канавками клиновидной формы, которыми лента опирается на тяговые канаты. Для уменьшения диаметра рулона ленты и возможности его транспортирования по горным выработкам боковые борта на верхней и нижнейсторонах ленты смещены относительно друг друга.
В ненагруженном состоянии лента прямая и занимает горизонтальное положение. Под действием транспортируемого груза рессоры прогибаются, и лента принимает желобчатую форму. Ширина ленты (расстояние между осями верхних канатов) составляет 900—1400 мм.
Применяются канаты только односторонней свивки диаметром 32—50 мм. Для увеличения долговечности тяговых канатов поддерживающие ролики футеруют сменными полиуретановыми кольцами.
Преимущества ленточно-канатных конвейеров: большая длина в одном ставе (за рубежом на поверхности эксплуатируется ленточно-канатный конвейер длиною 29 км); большой срок службы ленты (до 10—15 лет), не передающей тяговые усилия; низкий коэффициент сопротивления перемещению (до 0,01 — 0,015), т. е. в 2,5 раза меньше, чем для обычного ленточного конвейера; малая металлоемкость линейной части конвейера. Недостатки: ограниченная кусковатость транспортируемой горной массы (до 150—200 мм), относительно небольшой срок службы тяговых канатов (до 7—8 тыс. ч).
Производительность ленточно-канатного конвейера по руде—до 2000—2500 т/ч, скорость канатов —до 4—6 м/с, предельный угол наклона 16°.
Ленточно-канатные конвейеры большой длины являются уникальными установками и применяются редко, в основном, для транспортирования горной массы по длинным магистральным выработкам, наклонным стволам и на поверхности горнодобывающих предприятий.
В ленточно-цепных конвейерах, как и в ленточно-канатных, функции несущего органа выполняет лента, а тягового — одна или две цепи, жестко или фрикционно соединенные с лентой. Изготовление ленточно-цепных конвейеров было обусловлено отсутствием высокопрочных лент и необходимостью увеличения длины конвейера в одном ставе за счет прочности цепей и установки промежуточных приводов. Однако ввиду сложности конструкции, ограниченной скорости транспортирования (до 1 м/с) и невысокой производительности, а также в связи с появлением высокопрочных лент ленточно-цепные конвейеры в настоящее время применяются весьма ограниченно.
Конвейеры ленточно-тележечные для крупнокусковых скальных грузов, в которых, в отличие от обычного ленточного конвейера, лента перемещается не по стационарным роликоопорам, а лежит на ходовых опорах-тележках и перемещается вместе с ними, позволяют транспортировать весьма крупные скальные грузы.
В ленточно-тележечном конвейере (рис. 15.12), конструкция которого была предложена чл.-корр. АН СССР А. О. Спиваковским, лента 1 на верхней грузовой ветви лежит на футерованных резиной дугообразных траверсах 2, снабженных ходовыми колесами 3 и соединенных между собой двумя замкнутыми неприводными цепями 4. Дугообразные траверсы с колесами (тележки) перемещаются лентой по направляющим рельсам 5 за счет сил трения. Привод и натяжное устройство — от обычного ленточного конвейера. На нижней ветви лента отходит от траверс и поддерживается роликоопорами 6. Загрузка конвейера вибропитателями 7 возможна в любой точке по длине става (см. рис. 13.4).
Изготовленные институтом «Гипроникель» ленточно-тележечные конвейеры КЛТ-120 и КЛТ-160 с лентами шириной соответственно 1200 и 1600 мм прошли промышленные испытания на руднике «Юкспорский» ПО «Апатит» на доставке руды из добычного орта до рудоперепускного ствола. Техническая производительность конвейера КЛТ-160 при скорости ленты 1 м/с составляет 2500 т/ч, максимальный размер транспортируемых кусков руды 1200—1400 мм.
Ленточно-тележечные конвейеры могут применяться при отработке мощных месторождений крепких руд. При использовании конвейеров такого типа возможна доставка и транспортирование рядовой крупнокусковой руды от очистного забоя по магистральным выработкам до рудоперепускного ствола, а в перспективе и по наклонному стволу до обогатительной фабрики. Полная конвейеризация доставки, транспортирования и подъема крепких руд позволяетсоздать поточную технологию отработки мощных месторождений и значительно повысить интенсивность ведения горных работ.
Крутонаклонные ленточные конвейеры. В определенных условиях эксплуатации и на некоторых погрузочных машинах и перегружателях, для подачи горной массы под углами свыше 18°, применяют крутонаклонные конвейеры. Повышение углов транспортирования достигается различными путями: применение лент, на рабочей поверхности которых привулканизированы различные выступы и рифления, поперечные перегородки с бортами; придание ленте формы глубокого желоба; использование дополнительных подвижных прижимных лент, расположенных над рабочей грузонесущей лентой конвейера, и др.
Ленты крутонаклонных конвейеров, применяемые для транспортирования мелкокусковой горной массы, имеют выступы и рифления на рабочей поверхности, высота которых равна, примерно, двойной толщине ленты. Выступы выполняют в виде шевронов, отдельных цилиндров, сплошных дугообразных выступов и др. Рифленые ленты (рис. 15.13, а) позволяют увеличить угол наклона установки конвейера до 27—29º. На нижней ветви рифления свободно проходят по цилиндрическим роликоопорам.
Рис. 15.12. Конвейер ленточно-тележечный
Ленты с поперечными перегородками и гофрированными бортами (рис. 15.13,6) применяются на конвейерах, установленных под углами 40—60°. На нижней ветви лента либо опирается своими краями на дисковые боковые ролики, либо нижняя ветвь целиком поддерживается неприводными вспомогательными контурами лент.
Рис 15.13. Конструкции лент крутонаклонных конвейеров
Конвейерные перегружатели. Перегружатель представляет собой относительно короткий (6—25 м) передвижной ленточный конвейер с наклонной частью и горизонтальной стрелой. Перегружатели применяют при проведении выработок для передачи горной массы от погрузочной машины, проходческого комбайна или щита в нерасцепленный состав вагонеток, расположенных под горизонтальной стрелой перегружателя, или на другие транспортные средства. С помощью перегружателей обеспечивается непрерывная загрузка состава вагонеток, что позволяет значительно увеличить коэффициент использования во времени погрузочных и проходческих машин.
Перегружатели выполняют самоходными с электрическим: или пневматическим приводом или несамоходными, перемещаемыми буксировкой от погрузочной машины.
Механизм перемещения перегружателя может быть колесно-рельсовым или пневмошинным, или смонтирован на лыжах. Существуют перегружатели, перемещающиеся по монорельсу, закрепленному к кровле выработки.
На отечественных рудных шахтах используют ленточные перегружатели типа ПСК (перегружатель самоходный конвейерный) с шириной ленты 650 мм. Техническая производительность. ПСК 120 м3/ч.
Ленточные конвейеры на скользящих опорах и с бесконтактной подвеской ленты. В конвейерах со скользящими опорами рабочая ветвь ленты лежит на стационарных опорах, расположенных под лентой в форме желоба и выполненных из специальных материалов с относительно небольшим коэффициентом трения в паре с лентой (до 0,1—0,2). В процессе работы конвейера лента скользит по опорам. Благодаря отсутствию роликоопор значительно упрощается конструкция линейной части конвейера. Недостатки — небольшие скорость и производитель-кость, нагрев и износ ленты. Конвейеры этого типа находятся на стадии экспериментальных исследований.
Разрабатываются конструкции ленточных конвейеров на магнитной и воздушной подушках, в которых рабочая ветвь ленты поддерживается путем магнитного подвешивания или струей воздуха, нагнетаемого под ленту через отверстия в желобе. В конвейерах этого типа с бесконтактной подвеской ленты: коэффициент сопротивления движению ленты очень мал.
Дата добавления: 2015-09-28; просмотров: 4278;