Болтовые соединения
Методические указания к лабораторным работам
по дисциплине «Детали машин»
Омск 2006
Составитель Добровольский Виктор Павлович,
канд. техн. наук, доц. каф. «Детали машин»
Печатается по решению редакционно-издательского совета ОмГТУ.
Болтовыми называют разъёмные соединения деталей с помощью элементов, имеющих крепежную резьбу: болтов и гаек (рис.1), винтов и шпилек. При соединении деталей с помощью винтов роль гайки исполняет резьба, нарезанная в одной из соединяемых деталей.
В качестве крепёжной в нашей стране используется резьба метрическая по ГОСТ 24705-81, характеризуемая параметрами: диаметрами, формой и размерами профиля, шагом, числом заходов и углом подъёма. В болтовых соединениях используется однозаходная резьба.
Наружный диаметр резьбы болта 
 диаметр цилиндра, описанного вокруг вершин наружной резьбы. Этот диаметр является номинальным диаметром резьбы.
диаметр цилиндра, описанного вокруг вершин наружной резьбы. Этот диаметр является номинальным диаметром резьбы.
Наружный диаметр резьбы гайки  .
.
Внутренний диаметр резьбы болта  и гайки
и гайки  диаметр цилиндра, описанного вокруг вершин внутренней резьбы.
диаметр цилиндра, описанного вокруг вершин внутренней резьбы.
Средний диметр резьбы болта  и гайки
и гайки  диаметр воображаемого цилиндра, на поверхности которого ширина витков равна ширине впадин.
диаметр воображаемого цилиндра, на поверхности которого ширина витков равна ширине впадин.
Внутренний диаметр резьбы болта по дну впадин  .
.
Профиль резьбы (рис.2) контур сечения витка в плоскости, проходящей через ось резьбы. Метрическая резьба характеризуется углом профиля  .
.
Шаг резьбы Р расстояние между параллельными сторонами профиля двух соседних витков, измеренное вдоль оси.
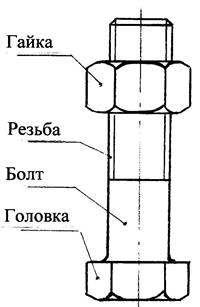
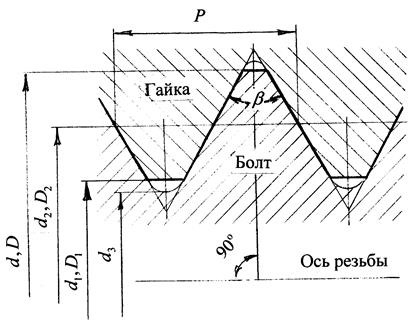
Рис. 1. Болт и гайка Рис. 2. Профиль резьбы
Метрические резьбы разделяют на резьбы с крупными и мелкими шагами. Резьбу с крупным шагом обозначают буквой М и числом, соответствующим номинальному диаметру резьбы в мм, например М16, а для резьбы с мелким шагом дополнительно указывают шаг, например 
Чаще для соединения деталей применяют болты. В случаях большой толщины одной из деталей соединения или отсутствия места для расположения гайки применяют соединения винтами (рис.3). Если по условиям эксплуатации соединения требуется его частая разборка и сборка и материал соединяемых деталей не обеспечивает достаточной долговечности резьбы, вместо винтов применяют соединения шпильками (рис.4).
Рис. 3. Соединение Рис. 4. Соединение
винтом шпилькой
Параметры метрической резьбы приведены в табл. 1.
Таблица 1
| Резьба | Шаг резьбы, мм | Диаметр, мм | Запас прочности S | |||

|

|

|

| |||
М10


| 1,5 1,25 1,0 | 8,376 8,647 8,917 | 9,026 9,188 9,350 | 8,160 8,466 8,773 | 3,55 | |
М12



| 1,75 1,5 1,25 1,0 | 10,106 10,376 10,647 10,917 | 10,863 11,026 11,188 11,350 | 9,853 10,160 10,466 10,773 | 3,37 | |
М16


| 2,0 1,5 1,0 | 13,835 14,376 14,917 | 14,701 15,026 15,350 | 13,546 14,160 14,773 | 3,00 | |
М18



| 2,5 2,0 1,5 1,0 | 15,294 15,835 16,376 16,917 | 16,376 16,701 17,026 17,350 | 14,933 15,546 16,160 16,773 | 2,84 | |
М20



| 2,5 2,0 1,5 1,0 | 17,294 17,835 18,376 18,917 | 18,376 18,701 19,026 19,350 | 16,933 17,546 18,160 18,773 | 2,70 |
Пример обозначения болта исполнения 1, диаметром резьбы  мм, с размером «под ключ» S = 18 мм, длиной
мм, с размером «под ключ» S = 18 мм, длиной  60 мм, с крупным шагом резьбы, с по-
60 мм, с крупным шагом резьбы, с по-
лем допуска 6g, класса прочности 5.8 без покрытия:
Болт М 12 6g  60. 58 (S 18) ГОСТ 7798-70.
60. 58 (S 18) ГОСТ 7798-70.
То же, исполнения 3, с размером « под ключ» S = 19 мм, с мелким шагом резьбы Р = 1,25 мм, с полем допуска  , класса прочности 10.9, из стали марки 40Х, с покрытием 01 толщиной 6 мкм:
, класса прочности 10.9, из стали марки 40Х, с покрытием 01 толщиной 6 мкм:
Болт 3 М 12 1,25 6  60. 109. 40 Х.. 016 ГОСТ 7798-70.
60. 109. 40 Х.. 016 ГОСТ 7798-70.
Винты при одинаковом диаметре резьбы отличаются формой головки, ко-торая обусловливает ГОСТ на эти винты. Обозначение винтов аналогично обозначению болтов.
Шпильки при одинаковом диаметре резьбы отличаются длиной конца, ввинчиваемого в деталь  . В зависимости от материала детали, в которую ввинчивается шпилька, различают:
. В зависимости от материала детали, в которую ввинчивается шпилька, различают:
шпильки, ввинчиваемые в резьбовые отверстия в стальных, бронзовых и латунных деталях и деталях из титановых сплавов с = 1 ГОСТ 22032-76;
шпильки, ввинчиваемые в резьбовые отверстия в деталях из ковкого и серого чугуна с  = 1,25 ГОСТ 22034-76 и = 1,6 ГОСТ 22036-76;
= 1,25 ГОСТ 22034-76 и = 1,6 ГОСТ 22036-76;
шпильки, ввинчиваемые в резьбовые отверстия в деталях из лёгких сплавов с = 2 ГОСТ 22038-76 и = 2,5 ГОСТ 22040-76.
Пример обозначения шпильки исполнения 1, диаметром резьбы = 16 мм с крупным шагом Р = 2 мм, с полем допуска 6 , длиной  = 120 мм, с длиной ввинчиваемого резьбового конца = 1,25 , класса точности В, класса прочности 5.8, без покрытия:
= 120 мм, с длиной ввинчиваемого резьбового конца = 1,25 , класса точности В, класса прочности 5.8, без покрытия:
Шпилька М16 6 120.58 ГОСТ 22034-76.
То же с мелким шагом Р = 1,5 мм, с полем допуска 3п (3) на ввинчиваемом конце, с крупным шагом Р = 2 мм, с полем допуска 6 на гаечном конце, класса прочности 6.6, с покрытием 05:
Шпилька М16  120.66.05 ГОСТ 22034-76.
120.66.05 ГОСТ 22034-76. 
Элементы болтовых соединений изготавливают из сталей разных марок. Чаще для этого применяют углеродистую качественную конструкционную сталь по ГОСТ 1050-88. Обозначение марки стали содержит слово Сталь и двузначное число, означающее среднее содержание углерода в сотых долях процента, например Сталь 45. В табл.2 приведены пределы текучести сталей в нормали-зованном состоянии, из которых изготовлены используемые в лабораторных работах болты.
Таблица 2
| Сталь | ||||||||
Предел текучести
 , МПа , МПа
|
Дата добавления: 2015-09-18; просмотров: 1064;