Паяные соединения
Соединение образуется в результате химических связей материала деталей и присадочного материала, называемого припоем. Температура плавления припоя (например, олова) ниже температуры плавления материала деталей, поэтому в процессе пайки детали остаются твердыми. Размер зазора в стыке деталей в значительной мере определяет прочность соединения. Уменьшение зазора до некоторого предела увеличивает прочность. Размер оптимального зазора зависит от типа припоя и материала деталей. Для пайки стальных деталей тугоплавкими припоями (серебряными и медными) приближенно рекомендуют зазор 0,03…0,15 мм, при легкоплавких припоях (оловянных) ‑ 0,05…0,2 мм.
 Расчет прочности паяных соединений аналогичен расчету сварных.
Расчет прочности паяных соединений аналогичен расчету сварных.
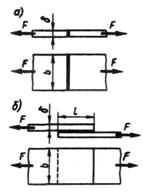
Например, для стыковых соединений
для нахлесточных соединений (рис. 4.4, 6)

где  и
и  ‑ допускаемые напряжения в паяном шве.
‑ допускаемые напряжения в паяном шве.
Аналогично можно записать расчетные напряжения для других конструкций соединений.
Конструкция клеевых соединений подобна конструкции паяных, только припой здесь заменен клеем, а образование соединения выполняют без нагрева деталей. Соединение осуществляется за счет сил адгезии (сил сцепления) в процессе затвердевания жидкого клея.
Прочность клеевого соединения в значительной степени зависит от толщины слоя клея. Рекомендуемые значения 0,05...0,15 мм. Клеевые соединения лучше работают на сдвиг, хуже на отрыв. Поэтому предпочтительны нахлесточные соединения.
Расчеты на прочность производят по тем же формулам, что и для паяных соединений. Качество клеевого соединения характеризуется не только его прочностью, но также водостойкостью, теплостойкостью и другими показателями.
Дата добавления: 2015-09-14; просмотров: 948;