Допуски и посадки шпоночных соединений
|
Неподвижные соединения валов и отверстий различных деталей (шкивов, зубчатых колес и др.) при помощи шпонок или шлиц обеспечивают передачу крутящих моментов с одного вала на другой при сравнительно легкой разборке и сборке сборочных единиц (узлов). В конструкциях машин встречается несколько видов шпонок, но наибольшее распространение получили призматические шпонки (рис. 42), допуски и посадки которых стандартизированы СТ СЭВ 57-73. Посадка шпонки осуществляется по ширине  в системе вала.
в системе вала.
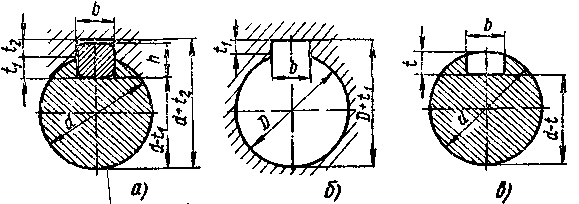
Рис. 42. Призматические шпонки:
а – общий вид соединения, б – паз во втулке, в – паз под шпонку у вала
Отклонения шпонки под посадку в пазе вала и в пазе втулки постоянны, а характер посадки обеспечивается изменением предельных отклонений пазов. Шпонки по ширине изготовляются с допуском по  . Ширина паза втулки под шпонку обрабатывается с допуском по
. Ширина паза втулки под шпонку обрабатывается с допуском по  ;
;  ;
;  , а на ширину паза вала предусмотрены
, а на ширину паза вала предусмотрены  ;
;  ; .
; .
На другие параметры шпонки и пазов предусмотрены допуски по более грубым квалитетам на высоту шпонки – по  , на глубину паза вала и втулки (на рис. 42 размеры
, на глубину паза вала и втулки (на рис. 42 размеры  и
и  ) по
) по  , на длину паза – по
, на длину паза – по  .
.
В механизмах, характеризующихся большой мощностью, передаваемой с одного вала на другой, шпоночные соединения заменяются шлицевыми соединениями, которые более прочны. Кроме того, при шлицевых соединениях лучше обеспечивается совпадение осей вала и втулки при работе, т. е. осуществляется более точное центрирование соединенных деталей.
Дата добавления: 2015-11-12; просмотров: 1808;