Средства контроля отдельных параметров резьбы
Контроль наружной резьбы. Для измерений отдельных параметров резьбы применяются: резьбовые микрометры со вставками для измерения собственно среднего диаметра резьб с12, с пределами измерений 0—25 мм, 25—50 мм и так далее (до 350 мм) через 25 мм; проволочки и ролики для косвенного измерения среднего диаметра резьбы; резьбовые скобы с отсчетным устройством для контроля наружной резьбы диаметром 10—30 мм; шагомеры и индикаторные приборы для контроля наружных резьб с шагом от 0,4 до 6 мм.
Распространенными способами определения среднего диаметра являются измерения его резьбовым микрометром со вставкой и измерение с помощью трех калиброванных проволочек (рис. 39, а, б). С одной стороны профиля резьбы закладывают одну калиброванную проволочку, а с другой стороны – две проволочки, диаметры которых заранее известны.
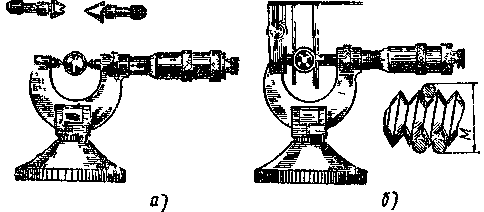
Рис. 39. Измерение среднего диаметра:
а – резьбовым микрометром, б – способом трех калиброванных проволочек.
Затем измеряют размер  (по наружным диаметрам проволочек) рычажным микрометром или более точным инструментом.
(по наружным диаметрам проволочек) рычажным микрометром или более точным инструментом.
Этот способ измерения является косвенным. Измерив размер и зная диаметры проволочек  , можно подсчитать
, можно подсчитать  : на производстве расчеты сделаны заранее и составлены специальные таблицы.
: на производстве расчеты сделаны заранее и составлены специальные таблицы.
Для измерения внутреннего диаметра наружной резьбы, шага и половины угла профиля применяют инструментальные микроскопы усовершенствованной малой модели ММИ и большой модели БМИ, дополнительно оснащенной проекционным и фотоприспособлением, а также универсальные микроскопы УИМ21, УИМ23 и УИМ24.
Контроль внутренней резьбы. Лабораторным способом измерения диаметров, шага и половины угла профиля внутренней резьбы является способ слепка. Во внутренней резьбе примерно на секторе в  окружности при помощи легкоплавкого сплава снимают слепок с профиля резьбы и затем на микроскопе измеряют параметры резьбы. Но этот способ очень трудоемкий, сложный и недостаточно точный, поэтому им пользуются реже.
окружности при помощи легкоплавкого сплава снимают слепок с профиля резьбы и затем на микроскопе измеряют параметры резьбы. Но этот способ очень трудоемкий, сложный и недостаточно точный, поэтому им пользуются реже.
Для измерения параметров внутренней резьбы с шагом от 0,25 до 2 мм и средним диаметром от 18 до 98 мм используют специальный резьбовой микроскоп ИЗК – 59, который выпускается в качестве приспособления к универсальным микроскопам.
Погрешности измерения не превышают по шагу  0,002 мм, по половинам угла профиля
0,002 мм, по половинам угла профиля  и по среднему диаметру 0,003 мм.
и по среднему диаметру 0,003 мм.
Вопросы для повторения:
- Перечислите основные параметры цилиндрической резьбы и покажите их на эскизе.
- На какие параметры резьбы болта и гайки установлены стандартные допуски?
- Можно ли добиться свинчиваемости болта и гайки, имеющих отклонения по шагу и половине угла профиля, изменяем собственно среднего диаметра резьбы?
- Что понимается под приведенным средним диаметром резьбы?
- Какие рабочие калибры применяют для контроля резьбы болта и гайки?
- Какое различие имеется в конструкции резьбовой части калибров проходных и непроходных, и с какой целью это различие установлено?
- Почему необходимы контрольные резьбовые калибры? Приведите обозначения их.
- При помощи, каких измерительных средств можно измерить шаг, угол и диаметр у внутренней и наружной резьбы?
- Каково назначение резьб с гарантированным зазором и с гарантированным натягом?
- Приведите примеры обозначений полей допусков резьбы с гарантированным зазором?
Литература: [1, глава VII, стр. 168…187]
Дата добавления: 2015-11-12; просмотров: 2409;