ШВЕЙНЫЕ ПОЛУАВТОМАТЫ
Полуавтомат 827 класс. Предназначен для пришивания плоских пуговиц с двумя и четырьмя отверстиями к сорочкам, костюмам, плащам, спецодежде двухниточным стежком челночного переплетения.
Материал вместе с пуговицей может перемещаться только вдоль платформы. Машина имеет основной обрезатель ниток и механизм обрезки игольной нитки в начале работы для устранения пропуска стежков в начальной стадии пришивания пуговицы и образования минимального (до 5 мм) конца обрезанной нитки над пуговицей.
Техническая характеристика полуавтомата 827 класса:
Максимальная частота вращения главного вала, мин-1…………………….. 1500
Максимальная толщина стачиваемых материалов, мм …………………… 6
Высота подъема пуговицедержателя, мм…………………………………….. 12
Диаметр пуговицы, мм……………………………………………………………… 11-32
Число проколов для пришивания……………………20( 3 последних закрепляющие)

 Пуговица с четырьмя отверстиями пришивается за 20 проколов иглы. Сначала игла делает 10 проколов в первую пару отверстий, совершая поперечные отклонения на расстояние, равное расстоянию между отверстиями в пуговице. После 10-го прокола прокола игла отклоняется вправо, а материал вместе с пуговицедержателем смещается в сторону работающего на расстояние, равное расстоянию между двумя парами отверстий. Игла, попадая в третье отверстие и совершая 11-й прокол, снова получает поперечные отклонения на расстояние между отверстиями и пришивает пуговицу, делая проколы во вторую пару отверстий. Три последних прокола являются закрепочными.
Пуговица с четырьмя отверстиями пришивается за 20 проколов иглы. Сначала игла делает 10 проколов в первую пару отверстий, совершая поперечные отклонения на расстояние, равное расстоянию между отверстиями в пуговице. После 10-го прокола прокола игла отклоняется вправо, а материал вместе с пуговицедержателем смещается в сторону работающего на расстояние, равное расстоянию между двумя парами отверстий. Игла, попадая в третье отверстие и совершая 11-й прокол, снова получает поперечные отклонения на расстояние между отверстиями и пришивает пуговицу, делая проколы во вторую пару отверстий. Три последних прокола являются закрепочными.
Если пуговица имеет два отверстия, то при проколах с 1-го по 14-й пуговицедержатель не смещается, а пуговица пришивается благодаря поперечным отклонениям иглы. Последние три прокола являются закрепочными.
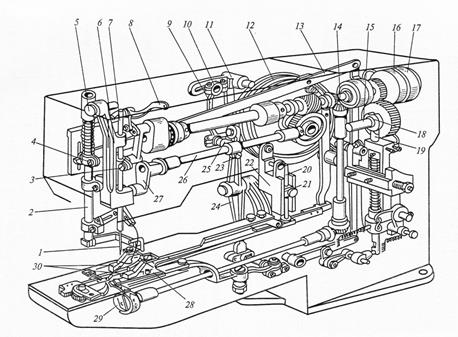
Образование челночного стежка осуществляется иглой (1)(рис. 18), вращающимся челноком (29) и нитепритягивателем (8).
Особыми являются механизмы иглы, двигателя ткани (рабочие органы — пуговицедержатель (30) и пластина (28)) и автоматического останова машины (рабочие органы — холостой (17) и рабочий (16) шкивы, кулачок (18) и стержень (19)).
Узел вертикальных перемещений иглы кривошипно-шатунного типа аналогичен машине класса (27).
Узел поперечных отклонений усовершенствован. Игловодитель (7) проходит в рамке (6), прокачивающейся на оси (5) и получающей поперечные отклонения от копирного диска (12) через угловой рычаг (11), звено (9), рычаг (25), вал (26) и рычаг (27) с ползуном, проходящим в направляющих рамки (6).
После ослабления винта (3) игловодитель (7) с иглой (1) регулируется по высоте.
Поперечные отклонения иглы устанавливаются смещением шарнира 10 после ослабления его крепления в угловом рычаге 17.
Установка иглы по центру отверстия в пуговице регулируется смещением игловодителя (7) с рамкой (6) после ослабления винта (23) крепления рычага (25) на валу (26).
 Механизм двигателя ткани включает в себя узел продольных перемещений пуговицедержателя (30) с пластиной (28) вдоль платформы и узел подъема пуговицедержателя (30). Продольные перемещения пуговицедержателя с пластиной аналогичны полуавтомату класса 27.
Механизм двигателя ткани включает в себя узел продольных перемещений пуговицедержателя (30) с пластиной (28) вдоль платформы и узел подъема пуговицедержателя (30). Продольные перемещения пуговицедержателя с пластиной аналогичны полуавтомату класса 27.
 Продольные отклонения пуговицедержателя определяются смещением ползуна (21) в рычаге (22) после ослабления винта его крепления на стержне (20).
Продольные отклонения пуговицедержателя определяются смещением ползуна (21) в рычаге (22) после ослабления винта его крепления на стержне (20).
Подъем пуговицедержателя (2),(рис. 19), осуществляется от стержня (9) механизма автоматического останова машины. Стержень (9) в нижней своей части имеет паз, в который при останове машины попадает упор рычага (10), и при перемещении стержня (9) рычаг (10) совершает поворот на валу (11), на котором он закреплен. Рычаг (10) через вал (11), рычаг (12), звено (13), рычаг (14), разъемную тягу (7) поворачивает рычаг (6), который правым концом воздействует на поводок (3), закрепленный на стержне (5). На нижнем конце стержня (5) закреплен упор (4), который контактирует с изогнутым стержнем пуговицедержателя (2).
При включении полуавтомата в работу рамка останова совместно со стержнем (9) поворачивается против часовой стрелки, и упор рычага (10) выходит из зацепления со стержнем (9). Под действием пружины (8) вся система рычагов и звеньев возвращается в исходное положение, и пуговицедержатель (2) опускается на материал, прижимая его к пластине (1).
Положение пуговицедержателя по высоте при отключении полуавтомата определяется перемещением стержня (5) после ослабления винта крепления поводка (3).
Рассмотрим механизм автоматического останова машины (рис. 18). Для привода главного вала (14) машины существует рабочий шкив (16), который через ременную передачу осуществляет передачу вращения от вала электропривода. В отличие от шкива (16) рабочего хода шкив (17) может свободно вращаться на главном валу (14) и предназначен для перевода ременной передачи при выполнении приводом холостого хода при останове машины.
В отличие от механизма автоматического останова базовой машины кулачок (18) останова располагается на дополнительном валу (15), который получает привод от главного вала (14) через шестерни с передаточным отношением 2:1.
 За два оборота главного вала машины до окончания цикла пришивания пуговицы упор (5),(рис. 20), закрепленный на копирном диске (4), поворачивает защелку (6), освобождая рамку останова (10). Рамка (10) под действием пружины (1) поворачивается на центровых винтах по часовой стрелке и через отводку (8) переводит ремень со шкива рабочего хода на шкив холостого хода. Стержень (12), перемещающийся в рамке (10) под действием пружины (2), попадает на профиль кулачка (7) и притормаживает вращение главного вала машины. При попадании стержня (12) в паз кулачка (7) машина останавливается при крайнем верхнем положении иглы.
За два оборота главного вала машины до окончания цикла пришивания пуговицы упор (5),(рис. 20), закрепленный на копирном диске (4), поворачивает защелку (6), освобождая рамку останова (10). Рамка (10) под действием пружины (1) поворачивается на центровых винтах по часовой стрелке и через отводку (8) переводит ремень со шкива рабочего хода на шкив холостого хода. Стержень (12), перемещающийся в рамке (10) под действием пружины (2), попадает на профиль кулачка (7) и притормаживает вращение главного вала машины. При попадании стержня (12) в паз кулачка (7) машина останавливается при крайнем верхнем положении иглы.
 Включение машины в работу осуществляется нажатием на педаль, которая через тягу поворачивает угловой рычаг (11), шарнирно закрепленный в корпусе машины. Одно плечо рычага (11) упирается в рамку (10) останова, и при его повороте против часовой стрелки стержень выходит из паза кулачка (7),а ремень перебрасывается отводчиком (8)со шкива холостого хода на шкив рабочего хода машины. Машина начнет работу.
Включение машины в работу осуществляется нажатием на педаль, которая через тягу поворачивает угловой рычаг (11), шарнирно закрепленный в корпусе машины. Одно плечо рычага (11) упирается в рамку (10) останова, и при его повороте против часовой стрелки стержень выходит из паза кулачка (7),а ремень перебрасывается отводчиком (8)со шкива холостого хода на шкив рабочего хода машины. Машина начнет работу.
Положение ремня на шкиве регулируется смещением отводчика (8) после ослабления винтов 9 его крепления в рамке (10).
Своевременность отключения машины регулируется смещением упора (5) на копирном диске (4) после ослабления винтов его крепления.
Положение стержня (12) на кулачке (7) (по высоте) регулируется его смещением при ослаблении винта (3).
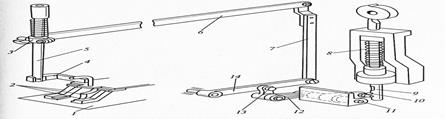
В машине для обрезки ниток используется два ножа (рис.21): подвижный (15) и неподвижный (3). Неподвижный нож закреплен прижимом (2) на игольной пластине. Подвижный нож крепится к зубчатому колесу (16), входящему в зацепление с зубчатой рейкой (1). Последняя закреплена на конце тяги (14), связанной шарнирно с рычагом (13). Рычаг (13) через соединительное звено (11) и планку (10) связан с рычагом (8) подъема пуговицедержателя. При повороте кулачка (5), закрепленного на копирном диске (9), рычаг (13) поворачивается и перемещает тягу (14) с рейкой (1) влево. При этом зубчатое колесо (16) с ножом (15) поворачивается, и подвижный нож (15) входит в игольную петлю, не позволяя нитепритягивателю полностью ее сократить. Далее при подъеме пуговицедержателя задний конец рычага (8) смещается вниз и через планку (10) и звено (11) дополнительно поворачивает рычаг (13), который вращает нож (15). Нож (15) касается неподвижного ножа (3), происходит обрезка ниток иглы и челнока.
 При расширении петли ножом (15) нитка освобождается в регуляторе (6) натяжения. Для этого на стержне (4) закреплен кулачок (5), который при подъеме пуговицедержателя воздействует на шпильку (7) регулятора 6. Шпилька (7) разжимает шайбы регулятора натяжения и освобождает игольную нитку.
При расширении петли ножом (15) нитка освобождается в регуляторе (6) натяжения. Для этого на стержне (4) закреплен кулачок (5), который при подъеме пуговицедержателя воздействует на шпильку (7) регулятора 6. Шпилька (7) разжимает шайбы регулятора натяжения и освобождает игольную нитку.
Ход рейки (1), а значит, и угол поворота подвижного ножа (15), регулируется положением планки (10) на рычаге (8) подъема. При смещении планки (10) к центру поворота рычага 8 перемещение рейки (1) уменьшается.
 Своевременность освобождения нитки в регуляторе (6) достигается правильной установкой кулачка (5) на стержне (4). Количество оставшихся после обрезки концов ниток на изделии регулируется смещением неподвижного ножа 3 по отношению к пазу игольной пластины.
Своевременность освобождения нитки в регуляторе (6) достигается правильной установкой кулачка (5) на стержне (4). Количество оставшихся после обрезки концов ниток на изделии регулируется смещением неподвижного ножа 3 по отношению к пазу игольной пластины.
Момент захода подвижного ножа (15) в игольную петлю регулируется положением кулачка (12), закрепленного на копирном диске (9).
Для предотвращения пропуска стежков в начале шитья и выхода конца нитки на лицевую сторону изделия в полуавтомате установлен механизм обрезки игольной нитки в начале шитья (рис. 22).
При работе полуавтомата копирный диск (6) начинает вращаться. До подхода иглы к игольной пластине (1) паз в торцевой части диска (6) поворачивает двуплечий рычаг (4), который через звено 7 и двуплечий рычаг (8) поворачивает на оси подвижный нож-рамку (3) так, чтобы игла, опускаясь вниз, смогла пройти в паз (2) ножа-рамки (3).
 Нитка, проведенная иглой в отверстие игольной пластины (1) и ножа-рамки (3), захватывается челноком и протягивается под игольную пластину (1). При выходе иглы над игольной пластиной и нитепритягивателя в крайнее верхнее положение паз в торце копирного диска (6) поворачивает рычаг (4) и через детали механизма нож-рамку (3). В результате этого игольная нитка защемляется ножом-рамкой (3) и игольной пластиной (1), а оставшийся конец нитки под игольной пластиной отрезается неподвижным ножом (9), который прижат к плоскости ножа-рамки (3).
Нитка, проведенная иглой в отверстие игольной пластины (1) и ножа-рамки (3), захватывается челноком и протягивается под игольную пластину (1). При выходе иглы над игольной пластиной и нитепритягивателя в крайнее верхнее положение паз в торце копирного диска (6) поворачивает рычаг (4) и через детали механизма нож-рамку (3). В результате этого игольная нитка защемляется ножом-рамкой (3) и игольной пластиной (1), а оставшийся конец нитки под игольной пластиной отрезается неподвижным ножом (9), который прижат к плоскости ножа-рамки (3).
 Чтобы зажатая игольная нитка не вытягивалась нитепритягивателем во время второго укола иглой, регулятор (6) натяжения (рис. 21) остается с отжатыми шайбами до образования первого стежка, что обеспечивается положением кулачка (5) на стержне (4).
Чтобы зажатая игольная нитка не вытягивалась нитепритягивателем во время второго укола иглой, регулятор (6) натяжения (рис. 21) остается с отжатыми шайбами до образования первого стежка, что обеспечивается положением кулачка (5) на стержне (4).
После выполнения второго прокола иглой материала кулачок (5) перестает отжимать шайбы регулятора (6) натяжения.
При последнем уколе иглы после выхода иглы над игольной пластиной нож-рамка поворачивается и освобождает зажатый конец игольной нитки.
Своевременность выхода паза (2),(рис. 22) ножа-рамки (3) под иглу устанавливается смещением пальца (5) в двуплечем рычаге (4) после ослабления его крепления.Для нормальной работы полуавтомата класса 827 необходимо 2... 3 раза за смену очищать внутреннюю часть платформы от скопившейся там обрези ниток.
Для обеспечения легкого хода полуавтомата и уменьшения износа пар все места трения в машине должны подвергаться регулярному смазыванию масленкой. Необходимо заливать масло в емкость рукава для последующей разводки фитилями к местам трения 1 раз в пять дней в количестве 25...30 см3.
5. Список литературы:
1. Проталинский С.Е., Сысоева Е.К. Методическое пособие для выполнения курсовой работы по дисциплине «Оборудование швейного производства и основы проектирования» для студентов специальности 2808, Костр., КГТУ 2001.
2. Вальщиков Н.М., Оборудование швейного производства для техникумов.
3. Рубцов Б.А. Лабораторный практикум по машинам и аппаратам швейного производства. Учеб. пособие для вузов.- М.-: ЛегПромиздат, 1995.-256с.
4. Каталог гладильного оборудования.
5. Кузьмичев В.Е. Справочник «Оборудование для влажно-тепловой обработки одежды».М.: «В зеркале»,2004г.
6. Ермакова А.С., Оборудование швейных предприятий: Учебник для нач.проф. образования. -М.: ИРПО; ПрофОбрИздат, 2002.- 432с.
7. Франц В.Я. Швейные машины: Учеб.пособие для студ. учрежд. сред. проф.образования / Владимир Яковлевич Франц.-М.: Издательский центр «Академия»,2004. – 160с.:ил.
8. Франц В.Я. Оборудование швейного производства: Учебник для спец. Проф. Образования. – 2-е изд., стер. - М.: Издательский центр «Академия», 2005. -48с.
Дата добавления: 2015-08-14; просмотров: 6671;