МЕТОДЫ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ИЗДЕЛИЙ
Стеклопластики и изделия из них изготавливаются различными методами. Простейший из них - метод контактного формования - состоит в том, что на форму, изготовленную из гипса, слоистого пластика, листового металла или другого материала, покрытую антиадгезивом (водно-спиртовой раствор поливинилового спирта или суспензия воска в бензине, иногда применяют целлофановые пленки), наносят тонкий первый декоративный слой связующего. Чаще всего это насыщенная полиэфирная смола с добавками инициатора и ускорителя.
После желеобразования декоративного слоя на него наносят связующее, поверх которого укладывают слои стекловолокнистого армирующего материала. Для лучшего проникновения в него связующего материал прикатывают гладкими или ребристыми валками. Затем наносят последующие слои связующего и армирующего материала до получения необходимой толщины. После формования изделия производят отверждение связующего при комнатной температуре в течение 10...24 ч. и более, в зависимости от используемого связующего, или в термокамерах при 120... 130 °С для ускорения процесса. В соответствии со способом отверждения в связующее вводят различные инициирующие добавки, отвердители и ускорители.
Готовые изделия снимают с формы и подвергают незначительной механической обработке (зачистке заусенец и др.).
Достоинством контактного способа является простота технологии и оснастки; крупными недостатками - низкая производительность, невысокие прочностные свойства изделий, большая трудоемкость, а также вредность производства.
Модификацией контактного формования, позволяющей ускорить процесс изготовления изделий, является метод одновременного напыления на форму связующего и отрезков стеклянных нитей специальным пистолетом - распылителем. Этот метод отличается высокой степенью механизации. Напыление производится с помощью передвижной установки, состоящей из режущего устройства для стекловолокна, вентилятора, распылителя и емкости для связующего и растворителя. Стекловолокно непрерывно сматывается с бобин и режется на отрезки длиной от 10 до 90 мм, которые подаются потоком воздуха к распылителю. Последний имеет три сопла: центральное - для подачи стекловолокна и два боковых - для подачи смеси связующего с инициатором и смеси связующего с ускорителем отверждения. Смешение компонентов происходит на поверхности формы или перед ней в воздухе. Установка комплектуется отдельными емкостями для смеси связующего с инициатором, для смеси связующего с ускорителем отверждения и для растворителя (обычно ацетона), который служит для очистки магистралей подачи связующего. Нанесенная композиция отверждается на форме.
Контактным формованием и напылением обычно изготавливают небольшие партии изделий сложной геометрической формы и несколько пониженной прочности.
Изделия сложной конфигурации изготавливают и в закрытых формах путем пропитки связующим в вакууме и под давлением заранее уложенного армирующего материала с последующим отверждением смолы. Использование этого метода исключает выделение в воздух токсичных продуктов, но требует значительно более сложных аппаратурного оформления и оснастки, чем методы контактного формования и напыления.
Изделия в форме тел вращения изготавливают методом намотки пропитанного связующим стекловолокнистого армирующего материала на вращающиеся неразборные и разборные оправки с последующим отверждением изделия и извлечением оправки. Так изготавливают изделия цилиндрической и конической формы: отсеки топливных баков, контейнеров, головные части, трубы большого диаметра и др.
Наибольшее распространение при изготовлении стеклопластиковых корпусов двигателей, раструбов сопел и других узлов РДТТ получили методы намотки. Они позволяют осуществить автоматизированное управление процессом изготовления высокопрочных изделий с ориентацией армирующего материала в направлениях главных напряжений.
Тканевая намотка(рис. 11)дает возможность получать стеклотекстолитовую герметичную структуру на корпусах РДТТ с пределом конструктивной прочности 0,4...0,6 ГПа. Оборудование для производства стеклотекстолитовых корпусов позволяет производить окружную или спиральную намотку ткани (предварительно пропитанной связующим) на оправку.
Окружная намотка производится одновременно двумя слоями, параллельными полосами от рулонов через валки. Опорные (прокатные) валки, имеющие вмонтированные в них нагревательные устройства, при контакте с тканью размягчают связующее. Спиральная намотка осуществляется сматыванием ткани с рулонов, расположенных под углом к оси оправки. При достижении каретками крайнего положения производится перекладка ткани посредством вильчатого механизма. Размягчение связующего и прокатка с целью уплотнения слоев ткани производится так же, как и при окружной намотке. Для присоединения к стеклотекстолитовым корпусам днищ или переходных фланцев на торцевых концах намоткой образуются утолщения, на которых после отверждения (полимеризации) нарезается ленточная резьба.
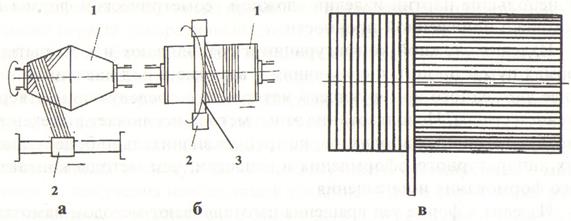
Рис. 11. Тканевая намотка стеклопластиков:
а- косая намотка на конус; б- косая намотка на цилиндр; в- продольно-поперечная намотка на цилиндр; 1 - оправка; 2 - шпулярник; 3 - нитеукладчик
Продольно-поперечная намотка (ППН) цилиндрических и слабоконических корпусов. Исходя из известного соотношения между напряжениями в кольцевом сечении и в сечении вдоль образующей, равного 1:2, намотка слоев на оправку при рассматриваемом способе производится в следующей последовательности; на два слоя окружных лент наносится один слой продольных лент (вдоль образующей). Полное соответствие ориентации и количества стеклолент при ППН направлениям и величинам действующих в оболочке напряжений, а также предельно плотная укладка стеклолент, позволяют реализовать самую высокую прочность (8 ГПа и более в тангенциальных направлениях и более 0,5 ГПа - в осевом) по сравнению с оболочками, полученными другими способами намотки.
ППН осуществляется следующим образом: вертлюг, по окружности которого размещены бобины продольных слоев, вращаясь синхронно с оправкой, перемещается вдоль ее оси. Сматываемые при этом с бобин продольные ленты обматываются и притягиваются к поверхности оправки кольцевыми слоями лент с бобин, установленных на каретке по обе стороны от вертлюга, обеспечивая соотношение продольных и поперечных слоев 1:2. Плавление связующего, содержащегося в ленте, производится нагревателями, расположенными на кольцевых элементах, охватывающих оправку в месте примотки продольных лент кольцевыми.
Намотка корпусов заодно с днищами способом ППН существенно усложняет технологический процесс. Поэтому обычно такие корпуса выполняют без днищ, но с утолщениями по обоим торцам. После завершения намотки, полимеризации и снятия корпуса с оправки, утолщенные концы подвергаются механической обработке для подготовки мест соединения с металлическими днищами.
Спиральная намотка (СПН) позволяет изготавливать корпус РДТТ заодно с днищами. Это наиболее распространенный и наиболее эффективный способ намотки, позволяющий получать корпуса, силовые оболочки раструбов сопел и оболочки с днищами самых разнообразных форм: цилиндрических, конических, тороидальных и др. Некоторое отклонение ориентации стеклолент от линий главных напряжений оболочки и меньшая, чем при ППН, плотность структуры композиции, являются причинами более низкой прочности в оболочках, изготовленных спиральной намоткой, по сравнению с оболочками, изготовленными способом ППН, на 10... 15 %. Предел конструктивной прочности на разрыв в тангенциальном направлении СПН-оболочек около 0,85 ГПа. Однако возможности изготовления непрерывной намоткой корпусов заодно с днищами делают СПН весьма эффективной, в особенности при изготовлении корпусов средней длины и коротких (при отношениях длины корпуса к его диаметру меньше трех). Применение автоматизированных станков с программным управлением, производящих укладку лент по заданной траектории с высокой точностью и контролирующих натяжение лент, позволяет получать изделия со стабильно воспроизводимыми физико-механическими свойствами и геометрией, обеспечивает высокую надежность при низких запасах прочности.
При спиральной намотке «мокрым» способом стеклонити пропускаются через ванночку со связующим, систему роликов, регулирующих натяжение в стеклоленте и снимающих избыток связующего, и поступают на оправку. Намотка по геодезическим линиям и спирали производится изменением скорости вращения оправки и продольного перемещения каретки. При достижении конца оправки шток гидроцилиндра выдвигается по заданной программе и укладывает ленту на поверхность оправки, формирующей днище. Процесс намотки продолжается до тех пор, пока не будет образована стенка оболочки с требуемым количеством слоев ленты.
При проектировании необходимо знать еще некоторые конструктивно-технологические особенности изготовления стеклопластиковых корпусов РДТТ, существенно влияющие на уровень прочностных характеристик и их стабильную воспроизводимость.
На рис. 12 приведена технологическая схема «мокрой» спиральной намотки.
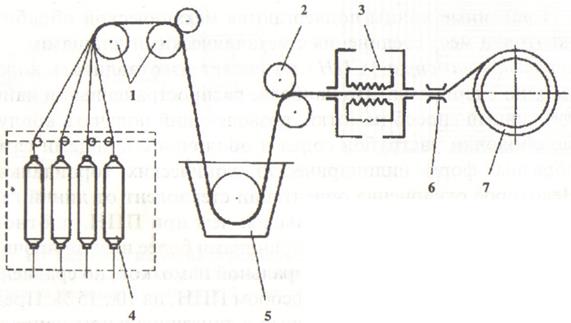
Рис. 12. Технологическая схема «мокрой» спиральной намотки:
1- направляющие ролики; 2- отжимные ролики; 3- нагреватель; 4- шпулярник; 5- ванна со смолой; 6- регулятор натяжения; 7- оправка
Остаточное содержание связующего в композиции при спиральной и продольно-поперечной намотке должно составлять 30...40 %. При содержании смолы, превышающем оптимальное количество, имеет место снижение прочности, а при содержании меньше оптимума возникает трудность сохранения монолитной формы. Основной задачей связующей матрицы является соединение армирующих волокон в единую (монолитную) структуру, равномерное распределение усилий между волокнами и максимальное обеспечение их совместной работы до начала разрушения.
Значительную часть изделий из стеклопластиков получают методами прямого литьевого прессования с использованием металлических обогреваемых пресс-форм. В пресс-формы загружают отдельно армирующий материал и связующее или пропитанные прессовочные материалы - препреги. Листовые стеклопластики изготавливают на многоковочных гидравлических прессах с обогреваемыми плитами. Препреги - это стеклоткани, стеклоленты или жгуты, предварительно пропитанные смолой и просушенные.
Широкое распространение получили непрерывные методы изготовления погонажных изделий из стеклопластиков - труб, профилей, плоских «и гофрированных листов, рулонных материалов.
Дата добавления: 2015-07-10; просмотров: 3151;