РЕМОНТ БУРОВЫХ НАСОСОВ
Высокое давление нагнетания и наличие абразивных частиц в буровом растворе вызывают интенсивный износ гидравлической части бурового поршневого насоса; приводная часть насоса изнашивается вследствие больших динамических нагрузок.
На рис. 23 показан двухцилиндровый буровой насос. Для удобства транспортировки рама насоса выполнена в виде салазок.
Техническое обслуживание производит буровая бригада в период, когда насос не участвует в процессе бурения; в основном предусматривается устранение неисправностей в работе гидравлической части насоса, основные из которых приведены ниже. При текущем ремонте проводятся следующие работы:
1. Проверка и подтяжка всех болтовых соединений.
2. Замена быстроизнашивающихся деталей: цилиндровых втулок, поршней, штоков, клапанов, седел и клапанных пружин. С этой целью снимают крышки гидравлической коробки, вынимают клапаны, вывинчивают шток с поршнем, выпрессовывают специальным приспособлением втулку. Седла клапанов выпрессовывают с помощью съемников.
3. Замена уплотнительных манжет цилиндровых крышек, крышек клапанов, уплотнений штоков, уплотнений цилиндровых втулок и надставок штоков.
4. Проверка состояния и регулировка направляющих и накладок крейцкопфа.
5. Проверка состояния надставок штока и их крепления со штоком.
6. Проверка приводного шкива и регулировка натяжения ремней.
7. Замена баллонов и промывка фильтров воздушных колпаков.
8. Смазка всех подшипников не реже одного раза в неделю. Проверка щупом уровня смазки в картере и доливка масла. Смена масла производится не реже одного раза в 3 мес., а также после окончания бурения скважины. В среднем ремонтный цикл для насосов составляет 6000 ч, межремонтный период—600 ч работы.
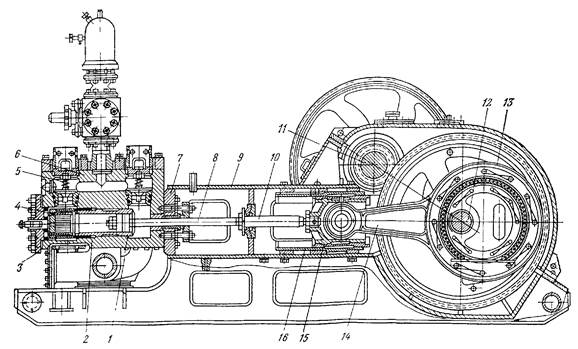
Рис.23.Буровой насос :
1—поршень; 2— цилиндровая втулка; 3— крышка цилиндра; 4— опорный стакан; 5—нагнетательный клапан; 6—корпус клапанной коробки; 7— сальниковое уплотнение; 8— шток; 9— корпус насоса; 10—надставка штока; 11—трансмиссионный вал; 12— коренной вал; 13—большая головка шатуна; 14—шатун; 15—крейцкопф; 16—направляющая крейцкопфа
При текущем ремонте в дополнение к перечисленным работам проверяют и регулируют подшипники кривошипного и трансмиссионного валов, заменяют изношенные корпуса сальников, пальцы, втулки, направляющие и накладки крейцкопфа, а также надставки штока.
Разборку насоса при капитальном ремонте начинают с гидравлической части и проводят в следующем порядке: отвинчивают гайки и снимают крышки цилиндров, вынимают нажимные коронки цилиндровых втулок, вывинчивают коронки крышек клапанов, вынимают крышки клапана, пружины клапанов и клапаны, затем ослабляют сальники штоков, отсоединяют штоки от надставок, вынимают штоки с поршнями из цилиндров, снимают грундбуксы, вынимают уплотнения сальников штоков и специальным съемником—цилиндровые втулки из клапанных коробок. Далее отвинчивают гайки и снимают нагнетательный коллектор в сборе с воздушным компенсатором, отсоединяют гидравлическую коробку от приемного тройника и корпуса насоса и снимают ее. Затем из гидравлической коробки при помощи съемника выпрессовывают седла клапанов.
Гидравлический съемник седел клапанов буровых насосов (рис 24) состоит из трех основных частей: захватывающего устройства, гидравлического цилиндра и ручного винтового насоса
После установки штока 7 с захватывающим устройством 6 в клапанной коробке на него надевают гидравлический цилиндр 1 в сборе с поршнем 4. Шток подтягивают кверху и крепят к поршню гайкой 3. При помощи винтового насоса 2, расположенного на корпусе поршня, в гидравлическом цилиндре создается необходимое давление для выпрессовки седла 5 клапана из гнезда клапанной коробки.
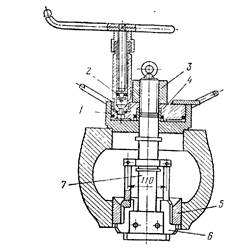
Рис. 24. Гидравлический съемник седел клапанов буровых насосов
После этого приступают к разборке воздушных компенсаторов. Сначала спускают воздух из колпаков, для чего открывают игольчатые вентили и вывинчивают контрольные пробки. До этого разбирать компенсаторы запрещается, так как сжатый воздух может сбросить колпак и травмировать рабочих. Затем отвинчивают гайки крепления фланцев колпаков к тройнику и снимают колпаки, резиновые баллоны и перфорированные трубы.
После окончания разборки гидравлической части приступают к демонтажу приводной части насоса. Вначале снимают шкив клиноременной передачи, для чего вывинчивают болты контршайбы и снимают ее. Затем отвинчивают болты и снимают боковые и основную крышки картера. Далее следует отвинтить болты, снять четыре боковые крышки подшипников, отвинтить гайки, снять верхние крышки подшипников и трансмиссионный вал с подшипниками и шестерней. После этого вывинчивают надставки штока из крейцкопфа, снимают стопорные планки пальцев крейцкопфа, специальным съемником выпрессовывают пальцы крейцкопфа, снимают сначала крышки коренных подшипников кривошипного вала, а затем—вал в сборе, с шатунами. Далее вынимают крейцкопфы, снимают направляющие крейцкопфов и масляные уплотнения надставок штока.
После этого приступают к разборке узлов приводной части насоса.
Кривошипный вал разбирают в следующем порядке: снимают крышки шатунных подшипников и шатуны. Выпрессовывают с помощью винтовых съемников роликовые подшипники с шатунных шеек вала. Затем вал устанавливают на гидравлический пресс, снимают крышки коренных подшипников, торцевые крышки и корпуса подшипников, выпрессовывают при помощи пресса коренные подшипники и зубчатое колесо. Затем из малой головки шатунов с помощью специального съемника или выколоток выпрессовывают бронзовые втулки.
С трансмиссионного вала с помощью винтового съемника выпрессовывают роликовые подшипники. С крейцкопфа снимают накладки. После промывки узлов и деталей их разбраковывают и составляют дефектную ведомость.
Замене подлежат все подшипники и стаканы, шестерни и зубчатое колесо редуктора, а также все уплотнения. Гидравлическую коробку либо заменяют, либо восстанавливают. Основными дефектами гидравлических коробок являются нарушение уплотнительных поверхностей в местах уплотнений цилиндровых сменных втулок и седел клапанов, трещины в корпусе цилиндра, а также слом шпилек для крепления крышек. Поломанные шпильки извлекают описанными выше способами. Стальные гидравлические коробки с промоинами могут быть восстановлены электродуговой наплавкой с последующей механической обработкой для получения необходимых размеров. Чугунные гидравлические и стальные коробки восстанавливают расточкой промытых гнезд клапанных седел и запрессовкой втулок с внутренней конической поверхностью для посадки седел. Для восстановления промытых посадочных поверхностей для цилиндровых втулок применяют также расточку и запрессовку втулки, которую затем растачивают для получения первоначальных размеров внутренней поверхности гидравлической коробки. Посадочные поверхности валов восстанавливают методами, рассмотренными выше.
При износе поверхности корпуса крейцкопфа под палец его обычно восстанавливают следующим образом. Выступ в корпусе крейцкопфа в месте посадки пальца с четырех сторон прострагивают с таким расчетом, чтобы можно было установить и закрепить его в токарном станке, а затем сработанную поверхность наплавляют стальным электродом и обрабатывают на токарном станке до номинального размера. Иногда отверстие под палец протачивают, а затем устанавливают втулку, у которой внутренний диаметр расточен под номинальный размер пальца. При срыве резьбы под надставку штока на токарном станке производят расточку на больший диаметр под втулку, которая имеет по внутреннему диаметру резьбу пол надставку штока. На наружном диаметре втулка должна иметь бурт для упора в тело крейцкопфа. После установки втулку приваривают к корпусу крейцкопфа со стороны, противоположной бурту.
После ремонта гидравлическая коробка и корпуса, находящиеся под давлением, должны быть спрессованы на полуторакратное максимальное рабочее давление.
Сборку насоса производят в последовательности, обратной разборке. Вначале выполняют сборку узлов. Изношенные подшипники заменяют новыми. Важной операцией является регулировка осевого люфта в конических роликовых подшипниках трансмиссионного вала. Регулировку производят следующим образом. Затягивают равномерно болтами крышку установочного стакана до полного выбора люфта, что характеризуется затрудненным вращением вала. Затем замеряют зазор между торцом корпуса стакана и фланцем крышки. Сняв крышку, под нее устанавливают набор прокладок, толщина которых на 0,2— 0,3 мм больше замеренного зазора. Собранный трансмиссионный вал должен легко проворачиваться за шкив. Причиной перегрева и износа подшипников может быть непараллельность между валами или несоосность подшипников, что устраняется прокладками под установочные стаканы.
Регулировку подшипников коренного вала выполняют в следующем порядке. До посадки подшипников измеряют наружный и внутренний диаметры стаканов и посадочных шеек кривошипного вала. При этом зазор между внутренней стенкой стакана и наружным диаметром колец подшипников должен быть равен 0,05—0,1 мм. После этого на вал надевают до упора в колесо распорные втулки, а затем устанавливают стаканы, в дно которых предварительно вставлено до упора наружное кольцо внутреннего подшипника. На кривошипный вал насаживают внутренние кольца, предварительно нагретые в масле до 80—90 °С, до упора в распорную втулку. Далее устанавливают в стакан наружное кольцо наружного подшипника и надевают торцовую крышку стакана. После установки стакана регулируют подшипники.
При регулировке подшипников болты наружных крышек затягивают и подшипники зажимают в стаканах до полного выбора максимальных зазоров. Болты затягивают усилием одного рабочего гаечным ключом с рукояткой длиной не более 210 мм. При этом одновременно постукивают молотком по дну крышки стакана, чтобы выбор зазора был более надежным.
После этого болты освобождают и устанавливают между крышкой и корпусом три свинцовых кубика, располагая их под углом 120° друг от друга. Затем болты затягивают до защемления подшипников. При этом следят, чтобы разница зазора между крышкой и торцом корпуса по окружности была не более 0,05 мм. Далее болты вывинчивают, замеряют толщину свинцовых кубиков и подбирают пакеты прокладок с общей толщиной, на 0,3—0,4 мм превышающей толщину кубиков. Устанавливают пакеты прокладок между крышкой и корпусом подшипников и затягивают болты до отказа.
После затяжки болтов стакан должен проворачиваться усилием одного рабочего на рычаг длиной 1 м. Перед регулировкой подшипники смазывают машинным маслом марки инду-стриальное-50. Окончательно отрегулированные подшипники заправляют густой смазкой.
Осевой люфт подшипников на пальце кривошипа регулируют набором прокладок между торцом пальца и упорной шайбой. При этом толщина набора прокладок подбирается на 0,15—0,25 мм больше замеренного зазора при отсутствии осевого люфта у подшипников. Увеличенный зазор между крейцкопфом и направляющим устраняют установкой прокладок между корпусом крейцкопфа и накладками либо заменяют накладки. Собранный крейцкопф должен свободно перемещаться в направляющих без заеданий и ударов. Изношенные бронзовые втулки шатунов выпрессовывают и устанавливают новые, которые должны быть пришабрены по пальцу крейцкопфа.
При сборке гидравлической части насоса необходимо обращать особое внимание на частоту сопрягаемых поверхностей и плотность их прилегания. Недопустимы местные зазоры любой величины, через которые может проникнуть жидкость, так как они являются основной причиной абразивного размыва деталей.
Прилегание конической поверхности седла клапана к сопрягаемой поверхности гнезда клапанной коробки проверяют на краску; оно должно представлять собой сплошное кольцо шириной не менее 15 мм. Прилегание конических поверхностей штока и поршня должно быть сплошным по кольцу и занимать не менее 60 % поверхности конуса.
После сборки насос прокручивают вручную за шкив на один ход поршня для того, чтобы убедиться, что кривошипно-шатунный механизм свободно вращается без заеданий и скрежета.
Обкатку производят на воде на испытательном стенде, причем насос должен быть снабжен втулкой наименьшего диаметра. Сначала в течение 20—30 мин насос работает без давления, затем 20—30 мин при давлении, равном половине от номинального для данной втулки, и наконец—при номинальном давлении в течение 1 ч.
При испытании измеряют число двойных ходов, действительную подачу насоса, давление всасывания и нагнетания, подводимую мощность, а также снимают индикаторную диаграмму. По полученным данным подсчитывают полезный напор насоса, гидравлическую и индикаторную мощности. Все это позволяет определить коэффициент подачи, механический и индикаторный к. п. д. насоса, а по ним судить о качестве проведенного ремонта.
Дата добавления: 2015-07-10; просмотров: 13973;