Электроннолучевая сварка
При небольших значениях удельной поверхностной мощности форма проплавления напоминает газовую или дуговую сварку (рис. 3.5.а). При увеличении удельной поверхностной мощности происходит интенсивное испарение металла, его деформация в жидком состоянии под действием паров, приводя к получению «кинжального» проплавления (рис. 3.5.б). Такое проплавление толщиной до 100 мм позволяет получать принципиально новые сварные соединения (рис. 3.6). Использование вакуума улучшает показатели сварного шва для вольфрама, молибдена, титана и так далее (рис. 3.7).

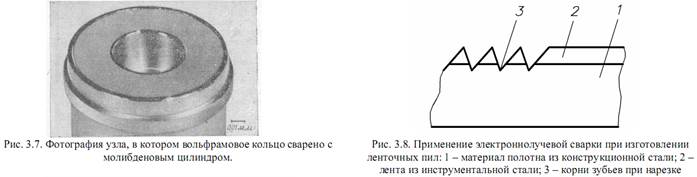
Возможна сварка материалов с различными свойствами (металл и керамика, металл и графит, и так далее). Часто сварку применяют для ленточных пил (рис. 3.8). Лента 2 из инструментальной стали сваривается с материалом полотна 1 более дешевого по стоимости. При нарезке корни 3 зубьев доводятся до более вязкого металла, снижая выкрашивание зубьев.
Дата добавления: 2015-08-11; просмотров: 861;