Kонтактная шовная сварка
После контактной точечной сварки контактная шовная сварка нашла наибольшее применение при производстве летательных аппаратов. Шовная сварка – способ контактной сварки, при котором подвод тока к деталям и их перемещение осуществляется при помощи двух вращающихся дисковых электродов-роликов (рис. 12.13).
После сжатия деталей роликами усилием P включается вращение роликов и контактором S напряжение сети подается на первичную обмотку трансформатора. Так на ролики может подаваться непрерывно (непрерывная шовная сварка) или отдельными импульсами (импульсная шовная сварка). Тепловые процессы и образование литого ядра сварного соединения такие же, как и при точечной сварке.
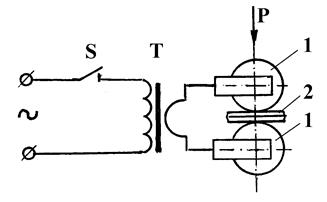
Рис. 12.13. Схема процесса шовной сварки:
1 – ролики; 2 – деталь;S – контактор; T – трансформатор
Наиболее часто шовная сварка применяется для получения герметичных швов, путем постановки последовательного ряда частично перекрывающих друг друга сварных точек. Применяется также шовная сварка для получения прерывистых швов вместо точечной сварки.
Импульсы тока могут подаваться при непрерывном вращении роликов или в момент их кратковременной остановки (шовная шаговая сварка).
Для шовной сварки применяют машины, которые подобны машинам для точечной сварки: машины переменного тока, низкочастотные машины, машины постоянного тока.
Для шовной сварки чаще всего применяют универсальные машины, на которых можно сваривать как продольные, так и поперечные швы, в том числе кольцевые швы. Универсальные машины имеют верхнюю электродную головку, которая может поворачиваться вокруг вертикальной оси на 90°. Нижняя консоль комплектуется двумя токоподводящими вставками с роликами для продольной и поперечной сварки.
Привод для вращения обычно подключается к верхнему ролику, нижний ролик вращается от силы трения при перемещении свариваемого изделия между роликами.
При шовной сварке герметичных швов или швов с небольшим шагом между точками наблюдается значительное шунтирование тока через сваренные участки, вследствие чего происходит дополнительный разогрев металла за роликами. Влияние шунтирования тока на нагрев металла существенно меньше при импульсной шовной сварке.
Основные параметры шовной сварки, определяющие нагрев металла в зоне сварки, такие же как и при точечной сварке – это сварочный ток Iсв, длительность импульса тока tи, усилие сжатия Р, и площадь контакта Fk ролика с деталью. Fk зависит в свою очередь от ширины роликов bp, диаметра роликов dp и усилия сжатия роликов Р.
При импульсной шовной сварке шаг между точками зависит от длительности паузы tп между импульсами тока и скорости вращения роликов Vр.
При шаговой шовной сварке сварная точка мало чем отличается от сварного соединения, выполненного точечной сваркой.
Если импульс сварочного тока подается на вращающие ролики, то литые ядра сварных точек получаются вытянутыми в направлении перемещения деталей между роликами. Длина зоны расплавления в этом направлении растет при увеличении tи или Vсв. При изменении, например, Vр, необходимо корректировать другие параметры режима сварки, чтобы обеспечить получение качественного сварного шва.
Дата добавления: 2015-07-18; просмотров: 1650;