Технология сварки и свойства сварных соединений
Основными способами сварки жаропрочных перлитных сталей являются дуговая покрытыми электродами, в защитных газах и под флюсом. Подготовку кромок деталей под сварку выполняют механической обработкой. Допускается применение кислородного или плазменно - дуговой резки с последующим уда-лением слоя поврежденного металла толщиной не менее 2 мм.
Дуговую сварку выполняют при температуре окружающего воздуха не ниже 0°С с предварительным и сопутствующим местным или общим подог-ревом. Пределы изменения температуры подогрева в зависимости от марки стали и толщины свариваемого изделия приведены в табл. 6.14 и 7.9.
Таблица 6.14 - Температуры предварительного подогрева кромок при сварке теплостойких сталей
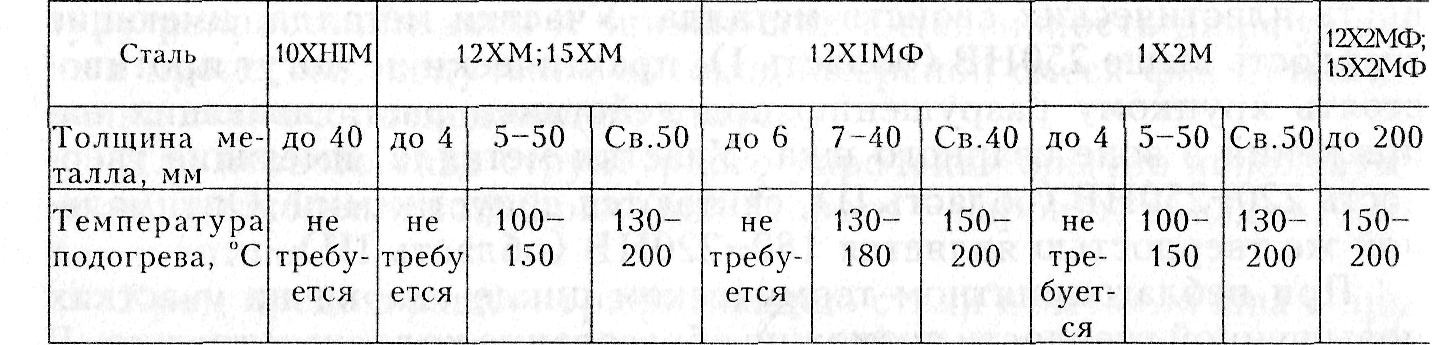
Таблица 7.9 - Температура предварительного и сопутствующего подогрева

Примечания: 1. При многопроходной автоматической сварке под флюсом допускается снижение минимальной температуры подогрева на 50°С.
2. Аргонодуговую сварку корневого слоя труб допускается выполнять без подогрева.
Большинство сварных конструкций из жаропрочных перлитных сталей подвергают термической обработке для устранения структурной неоднороднос-ти, остаточных сварочных напряжений и обеспечение эксплуатационной наде-жности. Исключение представляют сварные соединения из хромомолибдено-вых и хромомолибденованадиевых сталей толщиной менее 6 мм.
При термообработке конструкций из жаропрочных перлитных сталей используют обычный отпуск, он может применяться также как местная тер- мическая обработка. Отпуск стабилизирует структуру (твердость) сварного со-единения и снижает остаточные напряжения. С увеличением содержания хро- ма, молибдена, ванадия и других элементов, повышающих релаксационную стойкость сталей, температура отпуска и время выдержки должны увеличивать-ся.
Недостатком отпуска является невозможность полного выравнивания структуры, в частности устранение разупрочненной прослойки в зоне терми-ческого влияния сварки, что может быть достигнуто только при печной терми-ческой обработке всей конструкции (табл. 7.10).
Таблицая 7.10- Режимы отпуска сварных соединений, выполненных дуговой сваркой
| Марка стали | Толщина свариваемых деталей, мм | Минималь- ная про-должитель-ность вы-держки, ч | Марка стали | Толщина свариваемых деталей, мм | Минима-льная про-должите-льность выдержки, ч |
| Отпуск, Т, °С = 715±15 | 20 ...40 | ||||
| 12ХМ | - | 40... 80 | |||
| 12ХМ | 10 ...20 | >80 | |||
| 15ХМ | 20 ...40 | Отпуск, Т, °С = 745 ± 15 | |||
| 20ХМЛ | 40 ...80 >80 | 15Х1М1Ф | <6 | - | |
| 15Х1М1ФЛ | 6... 10 | ||||
| Отпуск, Т, °С = 735±15 | 12Х2МФСР | 10...20 | |||
| 12ХМФ | <6 | - | 20 ...40 | ||
| 20ХМФЛ | 6... 10 | 40... 80 | |||
| 10 ...20 | >80 |
Примечание. Скорость нагрева сварных соединений из хромомолибденованадиевых сталей в интервале 500 ... 700°С должна быть не менее 600С/ч.
Для дуговой сварки, имеющей меньшую зону термического влияния, вы-полняют, как правило, высокий отпуск (Т=680....730°С), что дешевле. Необхо-димость термообработки возрастает при увеличении прочности сталей и тол-щины металла. Для толщин до 4...мм термообработку обычно не проводят.
Ручная дуговая сварка жаропрочных перлитных сталей выполняется эле- ктродами с основным ( фтористо- кальциевым) покрытием и стержнем из низ-коуглеродистой сварочной проволокой с введением легирующих элементов че-рез покрытие. Они обеспечивают хорошую раскисленность металла шва при малом содержании в нем водорода. Это позволяет получить объединение высо-ких прочностных и пластических свойств швов. Однако для электродов с ос-новным покрытием характерна повышенная склонность к образованию пор при удлинении дуги, наличия ржавчины на кромках и увлажнении покрытия. В свя-зи с этим рекомендуется сварка короткой дугой, тщательная очистка сваривае-мых поверхностей, сушение электродов перед применением.
В последнее время выпускаются электроды 12 типов: Э-09М; Э-09МХ;
Э-09ХМ и др. Их основное назначение и соответствующие им марки электро-дов приведены в табл. 6.15.
Таблица 6.15. Электроды для сварки теплостойких сталей
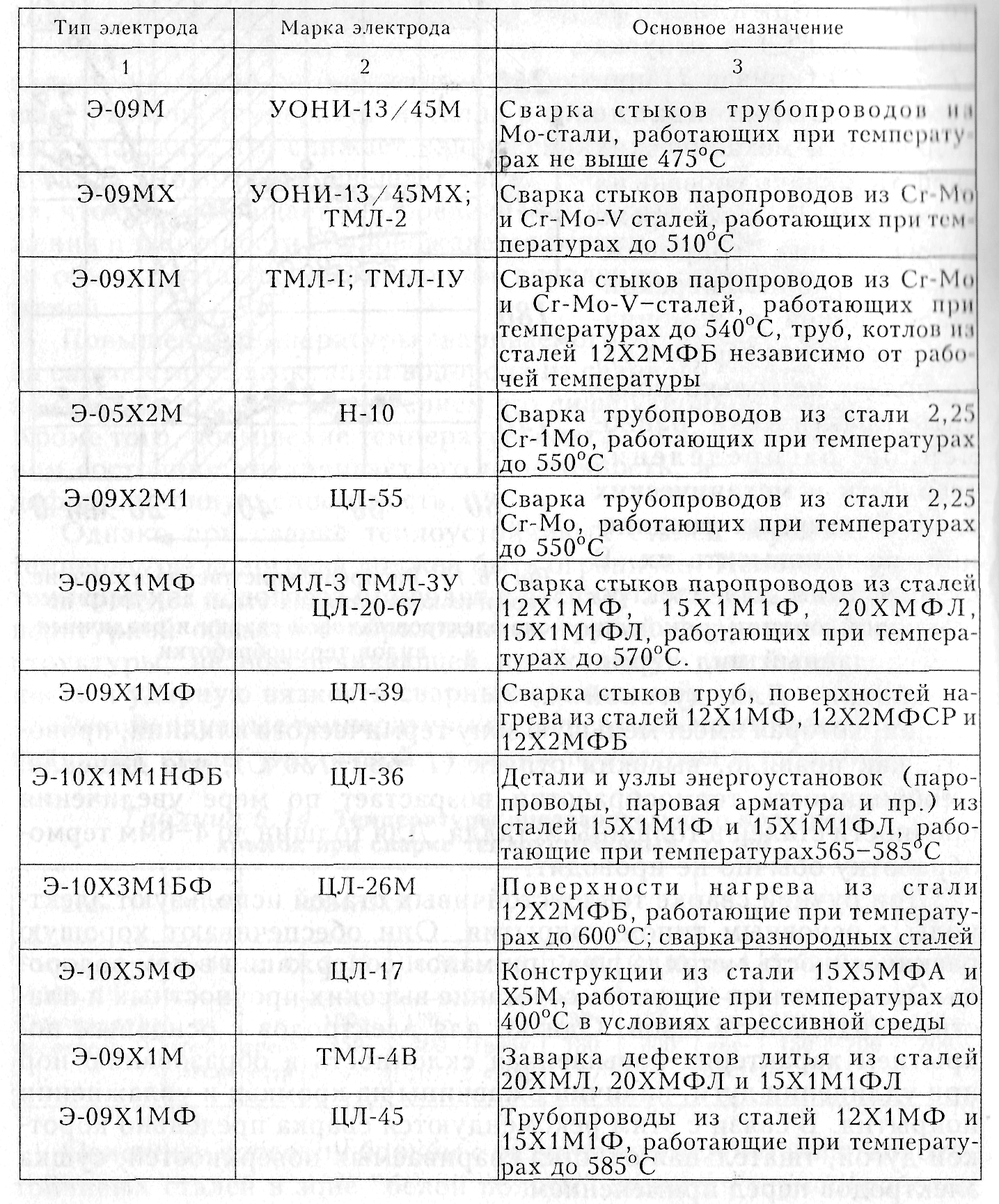
Для сварки хромомолибденовых сталей 12МХ, 15ХМ и 20ХМЛ использу-ются электроды типа Э-09Х1М (ГОСТ 9467-75) (марки ЦУ-2МХ, ЦЛ-38 и дру-гие) с СaF2 покрытием и стержнем Св-08ХМ. Для сварки хромомолибденова-надиевых сталей 12Х1МФ, 15Х1М1Ф, 20ХМФЛ и 15Х1М1ФЛ – используются электроды типа Э-09Х1МФ(марки ЦЛ-20, ЦЛ-45, стержень Св-08ХМФА).
Когда применение подогрева свариваемых изделий и последующей тер-мической обработки сварных соединений невозможно или необходима сварка перлитных жаропрочных сталей с аустенитными, допускается использование электродов на никелевой основе. Сварка выполняется на постоянном токе об-ратной полярности узкими валиками без поперечных колебаний.
Сварка в защитных газах при изготовлении сварных конструкций из жаропрочных перлитных сталей может быть двух видов: дуговая сварка плавя-щимся электродом в углекислом газе и аргонодуговая сварка во льфрамовым электродом. При сварке молибденовых, хромомолибденовых и хромомолиб-денованадиевых сталей необходимо использовать одну из марок проволок, со-держащих молибден, хром и молибден или хром, молибден и ванадий
(Св-08МХ, Св-08ХМ, Св-08ХМФА и др.), в зависимости от состава сваривае-мой стали.
При сварке в углекислом газе - активном окислителе ванны - в составе проволоки обязательно кроме других легирующих элементов должны присут-ствовать раскислители - кремний и марганец (иногда титан). Поэтому для сварки в углекислом газе можно использовать только те проволоки, в составе которых содержатся эти элементы, в маркировке обозначенные "Г" и "С", нап-ример,Св-08Г2С, Св-08ГСМТ, Св-08ХГСМА, Св-08ХГСМФА и др. в зависи-мости от состава свариваемой стали и требований к механическим свойствам металла шва. Так, при сварке хромомолибденовых сталей применяется свароч-ная проволока Св-08ХГСМА, а при сварке хромомолибденованадиевых сталей - проволока Св-08ХГСМФА. Сварку осуществляют на постоянном токе обрат-ной полярности. Для проволоки диаметром 1,6 мм сварочный ток составляет 140 ... 200 А при напряжении на дуге 20...22В, а для проволоки диаметром 2 мм ток сварки 280 ... 340А и напряжение 26...28В.
При сварке в углекислом газе стали 15ХМ и 20ХМ применяют сварочную проволоку Св-10ХГ2СМА. При использовании этой проволоки прочностные и пластические свойства сварных соединений в интервале температур 20... 525° С практически не отличаются от свойств основного металла.
Автоматическая и полуавтоматическая сварка этих сталей в углекислом газе выполняется с предварительным подогревом до температуры 250...300°С. Режимы сварки практически не отличаются от режимов сварки низкоуглеро-дистой стали. После сварки выполняют высокий отпуск конструкции (табл. 10-6).
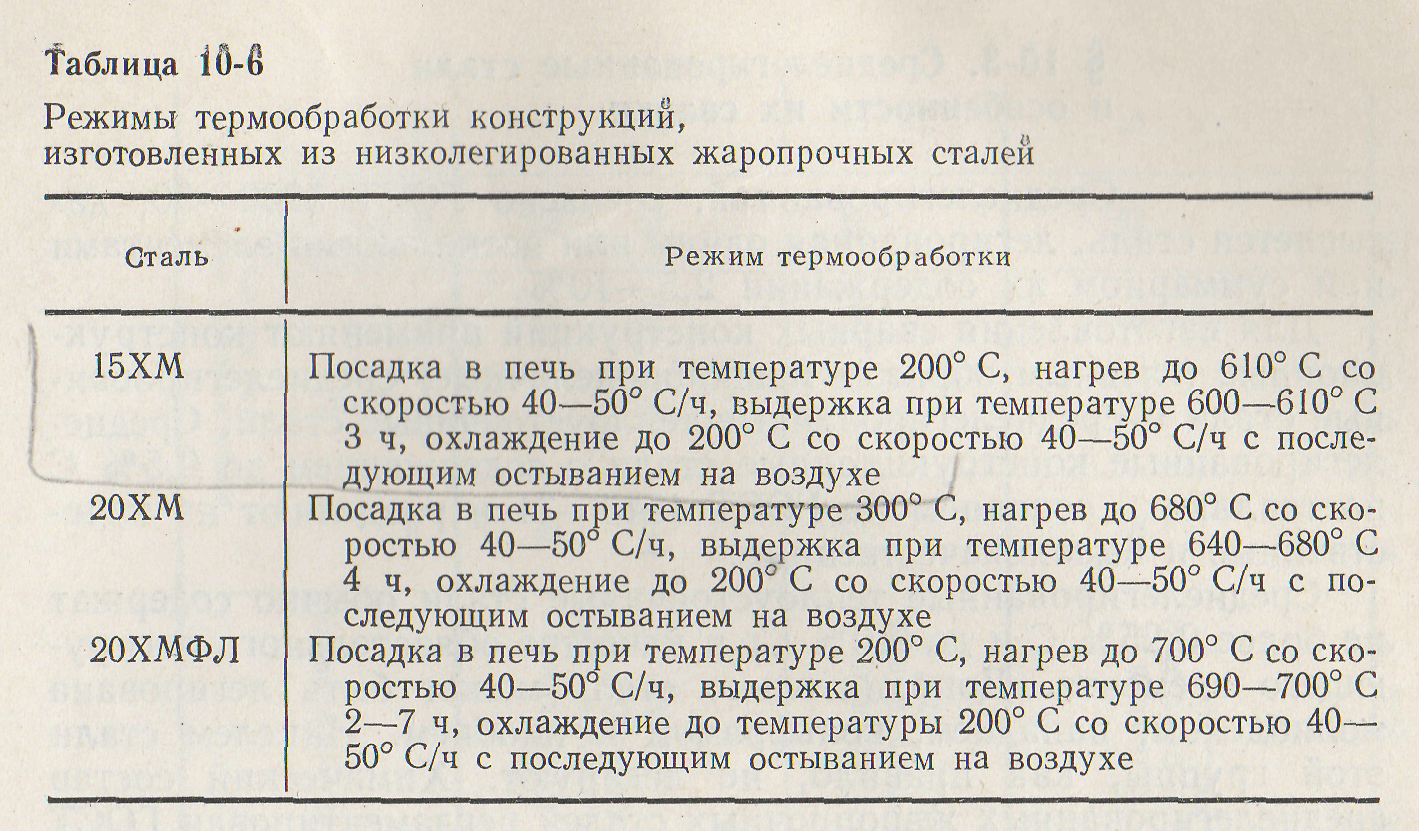
Теплоустойчивую сталь 20ХМФЛ сваривают в углекислом газе проволо-кой Св-08ХГСМФА с предварительным и сопутствующим подогревом до тем-пературы 300...350°С, обеспечивающей повышение стойкости шва против тре-щин и снижение прочности металла шва и околошовной зоны. После окончания сварки конструкцию подвергают термообработке по режиму, приведенному в табл. 10-6. Сварное соединение стали 20ХМФЛ, выполненное в углекислом га-зе проволокой Св-08ХГСМФА, по всем показателям равноценно основному металлу.
Автоматическую и полуавтоматическую сварку в углекислом газе сталей 12Х1МФ и 15Х1М1Ф осуществляют проволокой Св-08ХГСМФА с предварите-льным и сопутствующим подогревом до температуры 250...300°С. После свар-ки выполняется высокий отпуск при температуре 700...740°С.
Аргонодуговую сварку применяют для выполнения корневого слоя при многопроходной сваркею стыков труб паропроводов, поверхностей нагрева котлов и других изделий. При сварке в среде аргона хромомолибденовых ста-лей используют сварочные проволоки Св-08ХГСМА, Св-08ХМ, а при сварке хромомолибденованадиевых сталей – проволоки Св-08ХМФА и
Св-08ХГСМФА. Проволоки Св-08ХМ и Св-08ХМФА допускаются применять
только при содержании кремния в металле проволоки не менее 0,22 %.
Сварка под слоем флюса используется для изготовления корпусов ап-паратов нефтехимической промышленности и других изделий с толщиной стенки 20 мм и больше. Применяют низькоактивные по кремнию и марганцу флюсы для достижения в металле шва низкого содержания дисперсных оксид-ных включений (продуктов кремнемарганцевосстановительного процесса), а также стабильного содержания Sі и Мn в многослойных швах. Сварку осущест-вляют на постоянном токе обратной полярности.
Для уменьшения разупрочнения хромомолибденованадиевых сталей в околошовной зоне рекомендуют режимы с малой погонной энергией, поэтому используют проволоки диаметром 3 мм при токе 350 ... 400А и напряжении ду-ги 30...32В и повышенные скорости сварки (40...50 м/ч). Хромомолибденовые стали можно сваривать проволоками диаметром 4 и 5 мм при силе тока 520 ... 650А и напряжении 30...34В. Для сварки хромомолибденовых сталей исполь-зуют проволоки марок Св-08МХ и Св-08ХМ, а для сварки хромомолибденова-надиевых сталей -Св-08ХМФА.
При сварке под флюсом теплоусточивых сталей, например 12Х1МФ и 15Х1М1Ф, рекомендуется применять проволоку Св-08ХМФА и флюс АН-22. Сварку осуществляют с предварительным подогревом. Можно использовать также флюс АН-17М совместно с кремнемарганцовистой проволокой
Св-08ХГСМФА. Сталь 15Х1М1ФА - флюс АН-22, проволока - 14Х1М1ФА.
При указанном применении сварочных материалов обеспечивается соде- ржание металла шва, кратковременные и длительные механические свойства которого (в состоянии после высокого отпуска) при температуре 20...585°С полностью удовлетворяют установленным требованиям.


Дата добавления: 2015-08-11; просмотров: 3827;