П.5. Обработка торца ОВ, скол
П.5.1. Общие положения
После удаления ПЗУП и очистки поверхности оболочки смоченной в спирте безворсовой салфеткой осуществляется подготовка к монтажу торца оптического волокна. Эта операция носит название скол. Скол ОВ производится при помощи специального устройства - скалывателя.
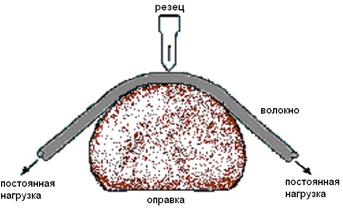
Рис. П.10. Принцип действия скалывателя
На рис. П.10 показан принцип действия скалывателя. Он состоит в следующем. На поверхность стеклянной оболочки волокна резцом наносят насечку, а затем тем или иным способом к этой области волокна прикладывают растягивающую или изгибающую нагрузку. Под ее воздействием происходит рост трещины и образуется ровный перпендикулярный оси скол волокна в месте насечки.
По способу реализации различают механические, электронные (ультразвуковые) и лазерные скалыватели. В большей мере известны устройства для скола одного оптического волокна. Однако, в последнее время с внедрением оптических кабелей с ленточными сердечниками начали применять скалыватели, которые одновременно производят скол группы волокон в ленте. Как правило, для 6 или 12 волокон.
Наилучшее качество скола, высокую надежность обеспечивают лазерные скалыватели. Они основаны на применении герметичных импульсных СО2 - лазеров и реализуются в виде полностью автоматизированных промышленных систем, гарантирующих высокую повторяемость качества скола. Подобные установки исключают зависимость качества выполнения операции от уровня подготовки и навыков оператора. Они обеспечивают скол волокна с заданным углом от 450 до 900 и погрешностью до 0,20. Установки обеспечивают качество скола, не требующее последующей обработки: шлифования и т.п. Одновременно может обрабатываться группа волокон. При этом удаление покрытия и скол волокна производится одним этапом за время менее 2 секунд. Стоимость подобного оборудования достаточно велика. Пока нет оборудования подобного типа для полевых условий. Сегодня они находят применение при массовом промышленном производстве высококачественных оптических разъемов.
Высокое качество скола, вне зависимости от уровня подготовки оператора, обеспечивают и электронные (ультразвуковые) скалыватели. Резец скалывателя вибрирует с ультразвуковой частотой (около 50 Гц) и приближается к натянутому волокну. Удар резца по натянутому волокну обеспечивает высококачественный скол. Процесс автоматизирован и не требует вмешательства оператора после укладки волокна и запуска. Основная причина, ограничивающая внедрение скалывателей подобного типа, их высокая стоимость. Внешний вид электронных скалывателей показан на рис. П.11-П.12.

| 
|
| Рис. П.11. Внешний вид электронного скалывателя | Рис. П.12. Внешний вид скалывателя Ericsson EFC - 11 |
На практике наибольшее распространение получили механические скалыватели, обеспечивающие на сегодняшний день наилучшее соотношение цена – качество в полевых условиях.
Самый простой вид скалывателей: ручка-скалыватель (рис. П.13). Данные скалыватели выпускаются с 600 конусовидным алмазным наконечником (рис. П.13. (а)) и 900 клиновидным карбидовым наконечником (рис. П.13. (б)). Это наиболее простой и недорогой тип скалывателей. Качество скола, получаемого таким скалывателем, практически полностью определяется навыками и опытом монтажника. Поэтому он применяется в тех случаях, когда не требуется высокое качество скола или предусмотрена последующая обработка торца (например, путем шлифования)

а) ClaussDS-60-C


б) ClaussGS-30-W
Рис. П.13. Внешний вид и геометрия резака ручки-скалывателя
Более сложная конструкция скалывателя – скалыватели с гибкой пружинящей пластиной. К этому типу скалывателей относятся Fujikura CT-02, Fitel S315, ИР – 1. Внешний вид перечисленных инструментов представлен на рис. П.14-П.16. Здесь используется гибкая пружинящая пластина и скрепленная с ней на оси крышка с зажимом и подпружиненным резаком. Для получения скола ОВ укладывают на пластину в V-образную канавку, фиксируют зажимом и опуская крышку до конца делают надсечку на оболочке. Затем изгибают пластину для получения скола. Резец выполнен из стальной пластины с алмазным напылением. Несмотря на более сложную конструкцию скалывателя данного типа по сравнению с простейшим, качество скола все еще существенно зависит от уровня подготовки монтажника.
Более эффективно применение скалывателей с продольно-скользящим резаком. К этому типу относятся скалыватели Siemens, Fujikura CT – 07, Fujikura CT – 20. Внешний вид этих инструментов представлен на рис. П.17-П.19. При работе с подобными скалывателями волокно сначала укладывают в V-образную канавку с двумя концевыми опорами и фиксируют его на этих опорах. Затем опускают вспомогательную и основную крышки, надсекая волокно в V-образной канавке дисковидным резаком. После этого опускают верхний подвижный зажим и обламывают ОВ. Работа с данным типом скалывателя не требует высокого уровня подготовки оператора.

| 
|
| Рис. П.14. Внешний вид скалывателя Fujikura CT-02 | Рис. П.15. Внешний вид скалывателя Fitel S315 |

| 
|
| Рис. П.16. Внешний вид скалывателя ИР - 1 | Рис. П.17. Внешний вид cкалывателя Siemens |

| 
|
| Рис. П.18. Внешний вид скалывателя Fujikura CT - 07 | Рис. П.19. Внешний вид скалывателя Fujikura CT - 20 |
Качество скола определяется в основном качеством подготовки волокна, корректностью укладки волокна в направляющие канавки, а также уровнем профилактического обслуживания инструмента: своевременными очисткой и промывкой деталей инструмента, профилактическим обслуживанием и заменой ножа. Такие скалыватели обеспечивают высокую повторяемость и качество скола, соизмеримые с тем, что дают электронные скалыватели. Однако они более просты в эксплуатации и гораздо дешевле. Не удивительно, что наибольшее применение для работы в полевых условиях при строительстве и технической эксплуатации ВОЛП нашли скалыватели именно этого типа.
При сколе волокна механическим способом действуют некоторые общие правила, выполнение которых обязательно для исключения повреждений волокна и качественного выполнения операции в независимости от типа выбранного инструмента. Они предусматривают следующее.
· Каждый раз перед выполнением скола производится тщательный осмотр инструмента, особенно в области лезвий, удаляются остатки покрытий, стекла и т.п., режущие кромки протираются смоченными спиртом салфетками из нетканого материала.
· Перед выполнением скола волокно необходимо тщательно протереть смоченными спиртом салфетками из нетканого материала.
· При выполнении операции крепко держите волокно, не допуская его проскальзывания и изгиба в месте захвата.
· При нанесении насечки режущим лезвием инструмента не давите на волокно.
· Если Вы не добились качественного скола с первого раза, не делайте повторных попыток на этом же участке волокна. Обломите очищенное волокно. Повторите все необходимые операции по подготовке волокна к сколу на новом участке: протрите волокно, удалите покрытие, очистите волокно снова. Произведите скол волокна этом участке.
П.5.2. Порядок скола волокна ручкой – скалывателем

Рис. П.20. Нанесение насечки ручкой-скалывателем
1.Возьмите волокно, зажав его между большим и указательным пальцем, не допуская его изгиба.
2.Лезвием инструмента, легко коснувшись поверхности оболочки, нанесите насечку (рис. П.20). При этом нельзя давить на волокно.
3. Отложите инструмент и не отпуская волокно свободной рукой слегка изогните волокно в зоне, где была нанесена насечка. Изгиб волокна не должен превышать 450.
4. Если скол не удался, обломите волокно и повторите операции по подготовке волокна на новом участке. Произведите скол на новом участке.
Дата добавления: 2015-07-10; просмотров: 1312;