Стальные канаты и цепи
Как устроен стальной канат?
Стальной канат (рис. 3.1, a) состоит из проволок, получаемых волочением. Для изготовления проволок применяют качественную конструкционную сталь марки 60. Проволоки 1 свивают в пряди 2 (одинарная свивка), потом пряди свивают вокруг сердечника 3, в результате получается канат двойной свивки.
Сердечник каната может быть следующих видов:
· органический, изготовленный из органических волокон, пропитанных смазкой;
· металлический, изготовленный из стальных проволок. Канаты с
металлическим сердечником более жесткие.
На рис. 3.1, б показано, как прочитать конструкцию стальных канатов. Величина разрывного усилия каната в основном зависит от его диаметра. При одинаковых диаметрах канат с большим числом проволок является более гибким.
Как различаются стальные канаты?
Стальные канаты различаются по назначению, типу свивки прядей, сочетанию направлений свивки.
1. По назначению:
· канат грузолюдской (ГЛ);
· грузовой (Г).
2. По типу свивки прядей:
· канат с линейным касанием проволок в прядях (ЛК) (рис. 3.2, а);
· канат с точечным касанием проволок в прядях (ТК) (рис. 3.2, б);
· канат с точечно-линейным касанием проволок в прядях (ТЛК).
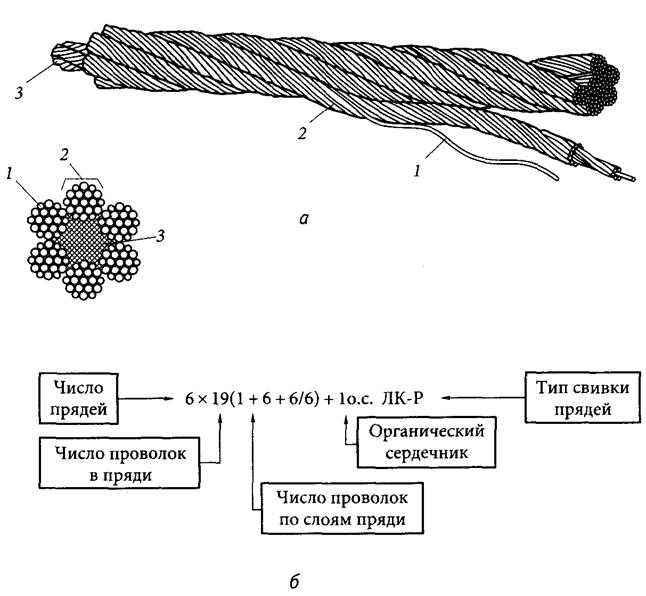
Рис. 3.1. Стальной канат двойной свивки:
а — устройство; б — обозначение конструкции; 1 — проволока; 2 — прядь; 3 — сердечник
Канаты типа ЛК более гибки, чем канаты типа ТК. Пряди типа ЛК изготавливают из одинаковых по диаметру проволок (ЛК-О), разных проволок в наружном слое (ЛК-Р), разных проволок в разных слоях (ЛК-РО).
3. По сочетанию направлений свивки прядей и каната:
· канат односторонней свивки (О) (рис. 3.2, г) — с одинаковым на
правлением свивки проволок в прядях и прядей в канате;
· канат крестовой свивки (рис. 3.2, в) — с противоположным на
правлением свивки прядей и каната.

Рис. 3.2. Типы свивки стальных канатов:
а — прядь ЛК; б — прядь ТК; в — канат крестовой свивки; г — канат односторонней свивки
Внешне канат крестовой свивки отличается тем, что проволоки на его поверхности располагаются параллельно оси каната. Проволоки каната односторонней свивки располагаются под углом к его оси.
Канаты односторонней свивки менее жесткие, но склонны к раскручиванию. В крановых механизмах, а также для изготовления стропов применяют канаты крестовой свивки, более жесткие, но не склонные к раскручиванию под нагрузкой. Существуют также нераскручивающиеся (Н) канаты, свитые из предварительно деформированных проволок.
На рис. 3.3 показано, как прочитать условное обозначение стального каната.
По каким признакам бракуют стальные канаты?
1. Число обрывов проволок на участках длиной шесть диаметров каната (6dK) или тридцать диаметров каната (30dК) превышает допустимое.
Рис. 3.3. Условное обозначение стального каната
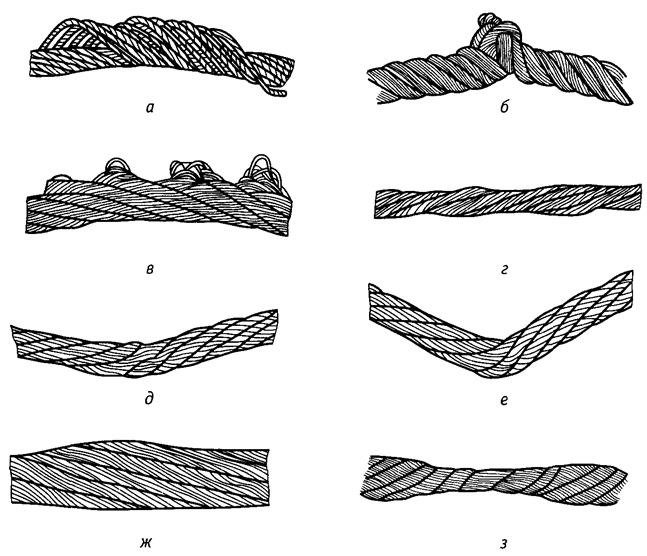
Рис. 3.4. Деформации стальных канатов:
а — корзинообразная деформация; б — перекручивание; в — выдавливание проволок; г — обрыв сердечника; д — залом; е — перегиб; ж — местное увеличение диаметра; з — раздавливание
2. Разрыв пряди.
3. Уменьшение диаметра каната из-за износа или коррозии на 7 %
и более.
4. Уменьшение диаметра наружных проволок из-за износа или коррозии.
5. При возникновении следующих деформаций:
· корзинообразная деформация (рис. 3.4, а);
· перекручивание (рис. 3.4, б);
· выдавливание проволок (рис. 3.4, в);
· обрыв сердечника (рис. 3.4, г);
· залом (рис. 3.4, д);
· перегиб (рис. 3.4, е);
· местное увеличение диаметра каната (рис. 3.4, ж);
· раздавливание (рис. 3.4, з);
· повреждение в результате температурных воздействий или
электрического дугового разряда.
Какими способами может быть выполнена петля на конце каната?
Петля на конце каната (заделка каната) при креплении его на кране, а также петля стропа может быть выполнена следующими способами:
· заплетка свободного конца каната (рис. 3.5, а) с установкой в петлю коуша 1;
· применение клиновой втулки (рис. 3.5, б);
установка винтовых зажимов (рис. 3.5, в);
· заливка легкоплавким сплавом в конусной втулке (рис. 3.5, г). Этот
способ применяют для канатов большого диаметра;
· другие способы в соответствии с нормативными документами.
Клиновая втулка 3 должна быть стальной кованой, штампованной или литой, применение сварных втулок не допускается. Канат закрепляется во втулке клином 2. Клиновая втулка и клин должны иметь маркировку, соответствующую диаметру каната. Втулки и клинья не должны иметь острых кромок, о которые может перетираться канат. Ось рабочей ветви 5 каната должна совпадать с осью отверстия втулки, в противном случае канат будет деформироваться.

Рис. 3.5. Способы выполнения петли на конце каната:
a — заплетка свободного конца; б — применение клиновой втулки; в — установка винтовых зажимов; г — заливка в конусной втулке; 1 — коуш; 2 — клин; 3 — клиновая втулка; 4 — винтовой зажим; 5 — рабочая ветвь; 6 — скоба; 7 — планка; 8 — гайка
Рис. 3.6. Грузовая цепь:
Р — шаг; d — диаметр; L — длина звена
При установке винтовых зажимов 4 их число зависит от диаметра каната, но не должно быть менее трех. Шаг расположения зажимов и длина свободного конца каната должны составлять не менее шести диаметров каната (6dK). Скобы 6 зажимов должны устанавливаться со стороны свободного конца каната. Усилие затяжки гаек зажимов 8 указывают в технической документации.
Как устроены круглозвенные грузовые цепи?
Для изготовления съемных грузозахватных приспособлений используют круглозвенные грузовые цепи (рис. 3.6). Они изготавливаются из конструкционных сталей марок СтЗсп, СтЗпс и стали 20 кузнечно-горновой или контактной сваркой. Для сращивания цепей используются сварка или специальные соединительные звенья.
Цепь характеризуется диаметром прутка d, из которого она изготовлена, величиной шага цепи Р и длиной звена L.
Дата добавления: 2015-07-10; просмотров: 1419;