Оборудование прокатных станов
7.1. Типы прокатных станов
Комплекс машин и механизмов для получения изделий методом прокатки и их обработки в потоке называется прокатным станом.
Из этого определения следует, что помимо основной операции – пластического формообразования раската, на стане выполняют и ряд других.
В теории организации производства отдельные операции, необходимые для осуществления технологического процесса, подразделяют на основные сопутствующие и вспомогательные. В соответствии с этим различают основное, сопутствующее и вспомогательное оборудование.
Применительно к прокатке к основным относятся операции по осуществлению пластической деформации металла, т.е. собственно прокатку, и соответственно к основному оборудованию относят прокатную клеть, электропривод и передаточные устройства.
 К сопутствующим относят операции, в процессе которых может изменяться физическое состояние и/или размеры раската, но без изменения формы и площади поперечного сечения. Это нагрев, охлаждение, порезка на мерные длины, правка, зачистка проката и пр. И соответственно оборудование: нагревательные устройства, холодильники, правильные машины, средства порезки, отделки и пр.
К сопутствующим относят операции, в процессе которых может изменяться физическое состояние и/или размеры раската, но без изменения формы и площади поперечного сечения. Это нагрев, охлаждение, порезка на мерные длины, правка, зачистка проката и пр. И соответственно оборудование: нагревательные устройства, холодильники, правильные машины, средства порезки, отделки и пр.
 К вспомогательным относятся операции, при которых не изменяется ни форма, ни размеры, ни физическое состояние прокатываемого металла. Это операции и соответствующее оборудование для продольного и поперечного перемещения раскатов, (рольганги, шлепперы, грузоподъемные механизмы), их кантовки и клеймения, смотки в бунты и рулоны, обвязки проката, перевалки валков и пр. В обиходе, однако, сопутствующие и вспомогательные операции и оборудование обычно именуют вспомогательными.
К вспомогательным относятся операции, при которых не изменяется ни форма, ни размеры, ни физическое состояние прокатываемого металла. Это операции и соответствующее оборудование для продольного и поперечного перемещения раскатов, (рольганги, шлепперы, грузоподъемные механизмы), их кантовки и клеймения, смотки в бунты и рулоны, обвязки проката, перевалки валков и пр. В обиходе, однако, сопутствующие и вспомогательные операции и оборудование обычно именуют вспомогательными.
Линия, на которой расположено основное оборудование, называется главной (рабочей) линией прокатного стана (рис.7.1). Основными ее элементами являются: рабочая клеть с валками (1), шпиндели с муфтами (2), шестеренная клеть (3), коренная муфта (4), редуктор (6), главная (моторная) муфта (7) и двигатель (5).
Валки (рис.7.2) состоят из бочки (1) диаметром d и длиной l, двух опорных шеек (2) и хвостовиков (3). Размеры и количество валков в клети определяют тип клети и прокатного стана. Сортовые станы характеризуются номинальным диаметром бочки валка (например, стан 280), а листовые - ее длиной (например, стан 3600). Если сортовой стан состоит из нескольких клетей с разными диаметрами валков, тип стана обычно определяют по валкам чистовой клети.
Прокатные станы классифицируют по следующим признакам: по режиму работы, по назначению, по количеству и расположению валков в клети, по количеству и расположению клетей.
По режиму работы прокатные станы делятся на нереверсивные (частота и направление вращения валков постоянные) и реверсивные (прокатку осуществляют в прямом и обратном направлении за счет изменения направления вращения валков). Ко вторым относят блюминги, слябинги, заготовочные и толстолистовые станы.
По назначению станы подразделяются на станы для производства полупродукта и станы для производства готового проката. К первым относят блюминги, слябинги, заготовочные станы. Ко вторым относят:
- рельсобалочные станы (диаметр валков 750-900 мм);
- крупносортные станы (500-700 мм);
- среднесортные станы (350-500 мм);
- мелкосортные станы (250-330 мм);
- проволочные станы (150-280 мм);
- штрипсовые станы (300-400 мм);
- толстолистовые станы (длина бочки валков до 5500 мм);
- широкополосные станы горячей прокатки (до 2500 мм);
- широкополосные станы холодной прокатки (до 2800 мм);
- универсальные полосовые станы (до 2000 мм);
- трубные станы разных типов;
- прочие станы (колесо-бандажные, осепрокатные, шаропрокатные и др.)
По количеству и расположению валков в клети различают:
- Двухвалковые (дуо) клети (см. рис.1.1). Широко используют в реверсивном и нереверсивном режимах.
- Трехвалковые (трио) клети, сортовые (7.3 а) и листовые (рис. 7.3 б). Используют для прокатки заготовок, сорта и листов.
- Двойные двухвалковые клети (двойное дуо). Редко используют, в основном для прокатки мелкого сорта из легированных сталей (рис.7.4).
- Четырехвалковые клети (кварто). Используют в основном в листовом производстве (рис.7.5). Рабочие валки (2) меньшего диаметра, опорные (1) – большего для повышения жесткости системы.
- Шестивалковые клети (рис. 7.6) используются редко. Вариант расположения валков – в одной вертикальной осевой плоскости. Приводные валки рабочие.
- Многовалковые клети – 12 –ти и 20-ти валковые. Используют для прокатки тончайших полос (до 2 мкм) в рулонах (рис. 7.7.- 7.8). Диаметр рабочих валков до 50 мм. Приводными являются опорные валки.
- Универсальные клети – для прокатки листов кроме горизонтальных оснащают двумя вертикальными приводными валками; для прокатки широкополочных балок холостые вертикальные валки располагают в одной вертикальной плоскости с горизонтальными (рис.7.9).
По количеству и расположению клетей прокатные станы подразделяются на одно- и многоклетьевые. Одноклетьевые – блюминги, слябинги, листопрокатные, обжимо-заготовочные и пр. станы (рис.7.10).







Многоклетьевые станы – линейного типа, непрерывные, полунепрерывные и с последовательным расположением клетей.
Станы линейного типа (рис.7.11) используют для прокатки заготовок, мелко-, средне- и крупносортных профилей. Недостатком таких станов являются большие затраты ручного труда, низкие скорости прокатки и производительность. Частично этих недостатков можно избежать размещением клетей в несколько линий (рис.7.12.).
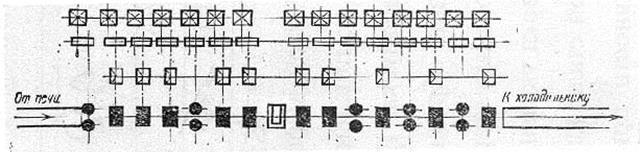
Более совершенными являются непрерывные станы с клетями, расположенными друг за другом (рис.7.13). Такие станы работают по принципу: «в каждой клети – один проход». Раскат одновременно может находиться в нескольких клетях. Поэтому необходимо соблюдать правило так называемых секундных объемов, т.е. через каждую клеть в единицу времени должно проходить одинаковое количество металла:  , где V и F – скорости и площади поперечного сечения раската по клетям, соответственно. При нарушении этого условия между клетями могут возникнуть растяжение раската или петля. Поэтому в непрерывном режиме катают преимущественно простые профили.
, где V и F – скорости и площади поперечного сечения раската по клетям, соответственно. При нарушении этого условия между клетями могут возникнуть растяжение раската или петля. Поэтому в непрерывном режиме катают преимущественно простые профили.
Принцип непрерывной прокатки используют на непрерывно-заготовочных станах, средне- и мелкосортных, проволочных, штрипсовых станах, широкополосных станах горячей и холодной прокатки листов и пр.
Для прокатки более сложных профилей применяют полунепрерывные станы и станы с последовательным расположением клетей. Полунепрерывные станы используют для прокатки мелкого сорта. Они сочетают непрерывную черновую и линейную чистовую группы клетей (рис.7.14).
У станов с последовательным расположением клетей (рис.7.15) черновая группа может быть непрерывной, а последующие клети расположены друг за другом на расстоянии, превышающим длину раската. Для сокращения общей длины стана клети располагают в нескольких параллельных линиях. В этих клетях отпадает необходимость соблюдать правило секундных объемов. Такие станы используют в основном для прокатки среднего и крупного сорта.
Разновидностью таких станов является стан с шахматным расположением клетей (рис.7.16)
7.2 Основное и вспомогательное оборудование прокатных станов.
Рабочая клеть состоит из двух станин, валков с подшипниками, механизмов для установки и фиксирования положения валков в вертикальной и горизонтальной плоскостях, валковой арматуры, устройств для смазки и охлаждения валков.
Станины открытого или закрытого типов (рис.7.17) отливают из стали марки 30…35Л двутаврового или прямоугольного сечения.
Станины закрытого типа в виде цельной рамы, выдерживают большие усилия прокатки, но менее удобны в эксплуатации: затруднена перевалка валков, диаметр их ограничен шириной окна.
Прокатные валки – основной деформирующий инструмент - работают в жестких условиях: резкие теплосмены, большие давления, абразивное трение и пр. Поэтому они должны быть не только высокопрочными, но и термо- и износостойкими.
По материалу валки подразделяются на стальные (литые, кованые) и чугунные. Стальные валки обладают достаточно высокой прочностью и пластичностью, поэтому их используют в клетях, испытывающих большие усилия прокатки. Чугунные валки менее прочные, но более износостойкие , чем стальные. Поэтому чаще их используют в предчистовых и чистовых клетях.

Материалом валков служат углеродистые, низколегированные и легированные стали (Ст. 50…55, 50…60ХН, 9ХФ и др.), легированные и нелегированные чугуны (СШХН-60, ЛПХН-60 и др.). Буквы С, Л обозначают сортовые и листовые валки; Ш, П – чугун с шаровидным или пластинчатым графитом; Х, Н – легированные хромом и никелем, соответственно; 60 – твердость, единиц по Шору.
При завалке в клеть и в процессе эксплуатации положение валков необходимо регулировать. Для этого служат механизмы установки валков.
К ним относятся нажимное устройство, уравновешивающее устройство и устройство для регулирования положения валков в осевом направлении.
 Нажимное устройство служит для регулирования положения валков в вертикальной плоскости. Оно состоит из гайки (фосфористая бронза), укрепленной в верхней поперечине станины, и нажимного винта (кованая сталь 40…45 ХН).
Нажимное устройство служит для регулирования положения валков в вертикальной плоскости. Оно состоит из гайки (фосфористая бронза), укрепленной в верхней поперечине станины, и нажимного винта (кованая сталь 40…45 ХН).
Привод нажимного винта – ручной на станах с небольшим перемещением верхнего валка (50-100 мм), электромеханический – на станах с частыми и большими 
 |
перемещениями верхнего валка (скорость перемещения до 200 мм/сек) и электрогидравлический для точной установки верхнего валка (скорость перемещения до 40 мм/сек, точность установки до 1 мкм).
Во избежание зазоров в системе валок-нажимное устройство, которые являются причиной динамических ударов при захвате полосы валками, подушки верхнего валка должны быть постоянно прижаты к нажимному винту. Для этого служат уравновешивающие устройства. У клетей с ручным нажимным устройством это пружина; у клетей с механическим или гидравлическим приводом нажимного устройства – грузовое или гидравлическое уравновешивающее устройство.
 Осевое регулирование валков чаще осуществляют болтами в стойках станины, проходящими через специальные планки или фланцы подушки.
Осевое регулирование валков чаще осуществляют болтами в стойках станины, проходящими через специальные планки или фланцы подушки.
Подушки валков обычно литые, стальные, имеют цилиндрические проточки для установки подшипников. Подшипники чаще качения или жидкостного трения, реже – текстолитовые, скольжения.
Валковая арматура (рис.7.18) служит для точной задачи и вывода раската из валков, а также удержания в нужном положении раската в калибре.
Для передачи вращения от двигателя к рабочим валкам – непосредственно или через редуктор и шестеренную клеть, - служат муфты и шпиндели. Используют пружинные, зубчатые, трефовые и др. муфты. Трефовые муфты (рис.7.19) отливают из чугуна, а шпиндели – изготавливают из кованой или катаной стали. Недостатком упомянутых муфт является ограниченный угол перекоса – 1…20. При большом перекосе (10…120)используют универсальные шпиндели. Изготовляют их из кованой стали марки 40…45ХН и др.
В качестве нагревательных устройств используют колодцы, методические и кольцевые печи, печи с выкатным подом и др.
Транспортные средства для передачи заготовок и раскатов по технологической цепочке представлены слитковозами и передаточными тележками, рольгангами, электромостовыми кранами, шлепперами и пр. Транспортные средства по массе составляют 40…60% от массы механического оборудования прокатного стана.
Для порезки проката на мерные длины, удаления концов и пр. используют гильотинные и дисковые ножницы (рис.7.20), дисковые пилы салазкового или маятникового типов, летучие ножницы и пр.
Правку проката осуществляют в роликоправильных машинах с прямо- и/или косорасположенными валками (рис.7.21).
Дата добавления: 2015-08-04; просмотров: 2456;