Виды испытаний машин на надёжность. Общие закономерности изнашивания деталей и сопряжений. Единицы измерений изнашивания и износов.
Основные виды испытаний на надежность — определительные и контрольные. Кроме них в ряде случаев проводятся испытания с целью прогнозирования надежности и технического состояния электрических машин.
Определительные испытания проводятся для нахождения фактических количественных показателей надежности после окончательного освоения машины производством или после ее модернизации на опытных образцах, изготовленных по серийному технологическому циклу. При определительных испытаниях оцениваются законы распределения отказов и параметры этих законов. Результаты определительных испытаний служат для оценки соответствия фактических показателей надежности техническим условиям.
Контрольные испытания на надежность проводятся для контроля соответствия количественных показателей надежности требованиям стандартов или ТУ. Контрольные испытания проводятся периодически в сроки, установленные стандартами или ТУ на данную электрическую машину.
Машину испытывают при номинальных уровнях воздействующих факторов: номинальных нагрузке и температуре окружающей среды, ее химическом составе, уровне вибрации и нагрузки на подшипники, числе пусков, реверсов и торможений.
Для характеристики изнашивания используют следующие показатели: линейный износ, скорость изнашивания, интенсивность изнашивания, износостойкость, относительная износостойкость.
Линейный износ U – это изменение размера детали (образца) в результате изнашивания в направлении, перпендикулярном поверхности трения.
Скорость изнашивания = dU/dt – отношение износа ко времени изнашивания. По скорости изнашивания можно судить о долговечности детали.
Интенсивность изнашивания j = dU/ds – отношение износа к пути трения, на котором происходило изнашивание, или к объему выполненной работы.
Линейная изнашиваемасть -  Весовая изнашиваемасть -
Весовая изнашиваемасть - 
Износостойкость – свойство материала оказывать сопротивление изнашиванию при определенных условиях трения. Износостойкость оценивается величиной, обратной скорости или интенсивности изнашивания.
Относительная износостойкость – отношение износостойкости данного материала и материала, принятого за эталон, при их изнашивании в одинаковых условиях.
Основные факторы процесса изнашивания и их влияние на износ деталей. Среди факторов, влияющих на процесс изнашивания деталей, основными являются:
– конструктивные характеристики сопряжения, т.е. род трения (скольжение, качение или сложное трение), расчетные нагрузки, скорость относительного перемещения, характер движения (равномерное или неравномерное), расчетные зазоры, качество обработки сопрягаемых поверхностей, износостойкость материалов;
– эксплуатационные характеристики, т.е. соответствие расчетных нагрузок действующим, окружающая среда (повышенная влажность, запыленность, повышенная или чрезмерно низкая температура окружающей среды), качество смазки.
Зависимость скорости изнашивания от удельного давления и скорости относительного движения выражается формулой 
где k – коэффициент, характеризующий влияние материала детали и качества поверхности; р – удельное давление; – скорость относительного движения; т и п – постоянные, характеризующие вид смазки, качество смазочных материалов.
Для случая абразивного изнашивания, по данным М. М. Хрущова, скорость изнашивания прямо пропорциональна р и , т.е. т = п = 1: 
Одной из важнейших характеристик металлов и сплавов, влияющих на скорость почти всех видов изнашивания, является твердость: с возрастанием твердости износостойкость материала повышается.
Структура металла детали значительно влияет на ее износостойкость. Установлено, что с повышением содержания углерода износостойкость стали возрастает. Легирование сталей марганцем, хромом, никелем, вольфрамом и другими элементами повышает ее износостойкость. Износостойкость чугунов в значительной мере зависит от состояния в них углерода. Если углерод находится в чугуне в виде цементита Fe3C, т.е. в связанном состоянии, то такой чугун более устойчив к износу, чем ферритный, в котором углерод находится в свободном состоянии в виде графита. Применяя термическую и химико-термическую обработку чугунов (азотирование), повышают их износостойкость в 2–4 раза.
Окружающая среда оказывает значительное влияние на износостойкость деталей технологических машин, работающих в самых разнообразных условиях (запыленная атмосфера, повышенная влажность и др.).
Смазка трущихся поверхностей. Правильный выбор смазочных материалов и непрерывная подача их в зону трения являются решающими для нормальной работы соединения.
Закономерность изнашивания деталей во времени. Изнашивание деталей во времени обычно протекает неравномерно. На рис. 1.2 показана кривая нарастания износа U у большинства подвижных соединений в зависимости от времени работы сопряжения. Период времени I соответствует интенсивному изнашиванию. В этот период происходит процесс приработки деталей. В периоде времени II, называемом периодом нормального изнашивания, износ прямо пропорционален времени работы. В периоде времени III наступает форсированное изнашивание. По классификации В. И. Казарцева, периоды времени I + II названы периодом естественного изнашивания, а период времени III – периодом аварийного изнашивания. Более интенсивный износ в период приработки обусловлен тем, что до начала эксплуатации соединения фактическая площадь контакта между сопрягаемыми поверхностями не превышает 5–15 % номинальной площади из-за микрошероховатостей и волнистости этих поверхностей. В процессе приработки площадь фактического контакта сопрягаемых деталей постепенно увеличивается и, соответственно, уменьшается удельное давление, что приводит к постепенному снижению скорости изнашивания. В период приработки износ во времени выражается степенной параболой. Окончание периода приработки характеризуется стабилизацией скорости изнашивания.
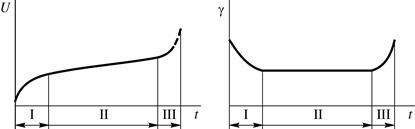
Рис. 1.2 Кривая нарастания износа U в зависимости от времени работы сопряжения
Для установившегося износа (период II)  где – скорость изнашивания ( = dU/dt).
где – скорость изнашивания ( = dU/dt).
Для износа с учетом периода приработки  где Uп – износ за период приработки.
где Uп – износ за период приработки.
Возрастание скорости изнашивания в период аварийного изнашивания связано с нарушением жидкостного трения и появлением вибраций из-за больших зазоров в соединении, повышением температуры в зоне трения и ухудшением качества сопрягаемых поверхностей. В технологических машинах катастрофическое изнашивание не допускается.
На рис. 1.3 показано изменение скорости изнашивания в соответствии с зависимостью U = f(t), представленной на рис. 1.2: в периоде I скорость изнашивания снижается, в периоде II = const, а в периоде III возрастает.
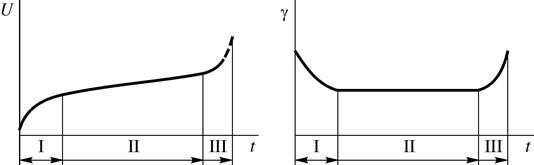
Рис. 1.3 Изменение скорости изнашивания
Предельные и допустимые износы. Износ детали называют предельным, если дальнейшее ее использование в машине становится недопустимым из-за нарушения нормальной работы узла или машины в целом и возможности внезапного появления отказа в работе (аварии). Основные признаки появления предельных износов: повышение интенсивности изнашивания деталей (отрезок III на рис. 1.2), снижение прочности и надежности деталей вследствие изменения их размеров; ухудшение служебных свойств узла, в который входит деталь (появление вибраций, снижение мощности, увеличение расхода топлива и др.). Износ является одним из критериев предельного состояния изделия. Предельным называется состояние изделия (узла, детали или ее элемента), когда эксплуатация изделия должна быть прекращена, т.к. возникает необходимость в ремонте или техническом обслуживании. Критериями предельного состояния могут быть износ, коррозия, тепловые деформации, потеря прочности и жесткости, механические повреждения.
Износ детали называют допустимым, если она может быть установлена в машину без ремонта и будет удовлетворительно работать в течение предстоящего межремонтного периода. Допустимый износ Uд можно определить из соотношения  где ^ Uпр – предельный износ; Tм.п – межремонтный период.
где ^ Uпр – предельный износ; Tм.п – межремонтный период.
Определение предельных износов является задачей технически сложной. В большинстве случаев их устанавливают опытным путем в результате длительных наблюдений за эксплуатацией данной машины, используя при этом методы математической статистики.
В технических условиях на дефектацию деталей при ремонте машин указывают предельные и допустимые износы быстроизнашивающихся деталей.
Изменение начальных посадок в сопряжении. При эксплуатации машин характер сопряжения деталей подвергается изменениям: в подвижных соединениях в результате изнашивания сопрягаемых деталей возрастают зазоры, а в неподвижных постепенно уменьшаются натяги. После некоторого периода эксплуатации износ деталей в сопряжении достигает предельного значения, при котором дальнейшая работа узла становится технически ненадежной или экономически нецелесообразной.
На рис. 1.4 показана схема изменения зазора в зависимости от продолжительности работы сопряжения: 1 и 2 – кривые износа, соответственно, охватывающей и охватываемой деталей; Sн – начальный зазор в сопряжении (назначается конструктором); Sп – зазор после периода приработки; Sпр – предельный зазор; Sд – допустимый зазор, т.е. зазор, при котором данное сопряжение может находиться в эксплуатации в течение предстоящего межремонтного периода. Из рис. 1.4 видно, что увеличение срока службы сопряжения может быть достигнуто, во-первых, уменьшением начального зазора Sн и, во-вторых, уменьшением скорости изнашивания в периоды I и II, т.е. путем повышения износостойкости сопрягаемых деталей.
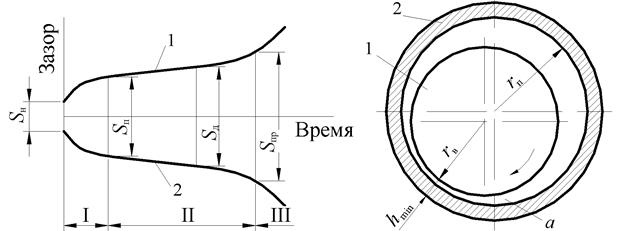
Рис. 1.4 Схема изменения зазора в зависимости от продолжительности работы сопряжения
5. Междисциплинарное задание № 7.
Утверждены на заседании КМСХ « 18 » ноября 2013 г.
Директор ИСХПР А. М. Козина
Зав. КМСХ С. В. Карташов
Дата добавления: 2015-08-01; просмотров: 3242;