Сущность сварки под флюсом
АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ
СВАРКА ПОД ФЛЮСОМ
Методические указания к выполнению лабораторной работы
по курсу «Электротехнологические установки и системы»
для студентов дневной и заочной форм обучения
специальностей ЭТС-180500 и ЭПП -100400
Электронное издание локального распространения
Одобрено
редакционно-издательским
советом Саратовского
государственного
технического университета
Саратов – 2006
Все права на размножение и распространение в любой форме остаются за разработчиком.
Нелегальное копирование и использование данного продукта запрещено.
Составитель: доц. Калганова Светлана Геннадьевна
Рецензент проф. Архангельский Ю.С.
410054, Саратов, ул. Политехническая, 77
Научно-техническая библиотека СГТУ
Тел. 52-63-81, 52-56-01
htpp : // lib.sstu.ru
Регистрационный номер……
© Саратовский государственный
технический университет, 2006
Цель работы:
1. Изучить процессы автоматической сварки под флюсом.
2. Ознакомиться с материалами, применяемыми для автоматической сварки.
3. Изучить конструкции сварочного оборудования и ознакомиться с применяемой аппаратурой.
4. Определить технико-экономические показатели процесса сварки под флюсом.
5.
ОБЩИЕ СВЕДЕНИЯ
Сущность сварки под флюсом
| Рис.1. Схема процесса автоматической дуговой сварки под флюсом |

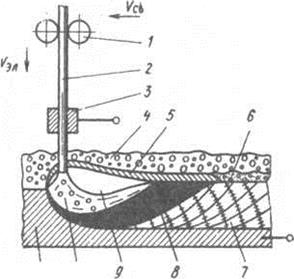 Автоматическая дуговая сварка под флюсом (АДСФ) - способ сварки, при котором дуга горит под слоем сварочного флюса (неметаллического сыпучего материала), обеспечивающего хорошую защиту металла сварочной ванны от газов воздуха (рис.11). Дуга 10 горит между электродной проволокой 2 и свариваемым металлом 11 под слоем флюса 4, подаваемого из бункера. Часть окружающего дугу флюса расплавляется, образуя на поверхности сварочной ванны 8 слой жидкого шлака 5, под которым создается полость 9, заполненная парами металла, флюса и газами. По мере перемещения дуги происходит затвердевание металла и шлака − образуется сварной шов 7, покрытый шлаковой коркой 6. Подача проволоки в дугу Vэл и перемещение автомата вдоль изделия Vсв осуществляются с помощью механизмов подачи электродной проволоки 1 и перемещения автомата. Ток подводится к проволоке через токопровод 3 от сварочного ИП (вылет электрода, находящегося под током, равен 40-50 мм, что позволяет использовать большие сварочные токи).
Автоматическая дуговая сварка под флюсом (АДСФ) - способ сварки, при котором дуга горит под слоем сварочного флюса (неметаллического сыпучего материала), обеспечивающего хорошую защиту металла сварочной ванны от газов воздуха (рис.11). Дуга 10 горит между электродной проволокой 2 и свариваемым металлом 11 под слоем флюса 4, подаваемого из бункера. Часть окружающего дугу флюса расплавляется, образуя на поверхности сварочной ванны 8 слой жидкого шлака 5, под которым создается полость 9, заполненная парами металла, флюса и газами. По мере перемещения дуги происходит затвердевание металла и шлака − образуется сварной шов 7, покрытый шлаковой коркой 6. Подача проволоки в дугу Vэл и перемещение автомата вдоль изделия Vсв осуществляются с помощью механизмов подачи электродной проволоки 1 и перемещения автомата. Ток подводится к проволоке через токопровод 3 от сварочного ИП (вылет электрода, находящегося под током, равен 40-50 мм, что позволяет использовать большие сварочные токи).
При сварке дуга и расплавленный металл закрыты газовой оболочкой и тонким слоем шлака, тем самым обеспечивается их защита от воздействия воздуха (азота и кислорода).
Кроме того, такая защита исключает интенсивное выгорание компонентов расплавленного металла и его разбрызгивание. После охлаждения жидкого флюса на поверхности шва образуется шлаковая корка, которая после остывания легко отделяется от шва за счет разности коэффициентов линейного расширения. Нерасплавившейся флюс убирают и повторно используют. Основными преимуществами сварки под флюсом является: повышенная производительность процесса, экономичность и высокое качество сварного соединения.
Дата добавления: 2015-08-01; просмотров: 1046;