Требования к операционным и технологическим эскизам
1. Технологические эскизы выполняются в графической части курсовых и дипломных проектов, операционные эскизы в технологической документации (КЭ).
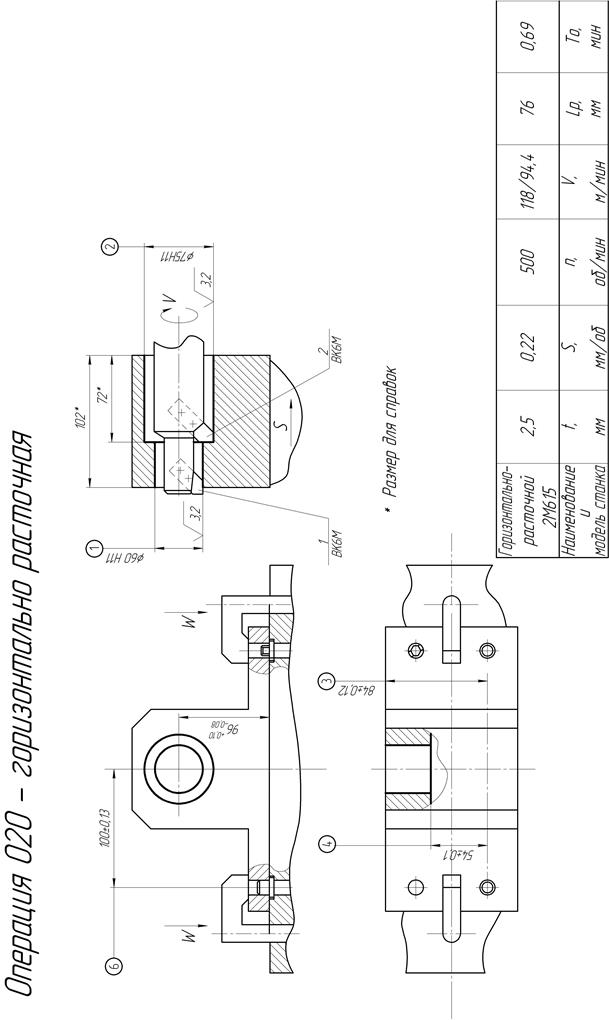
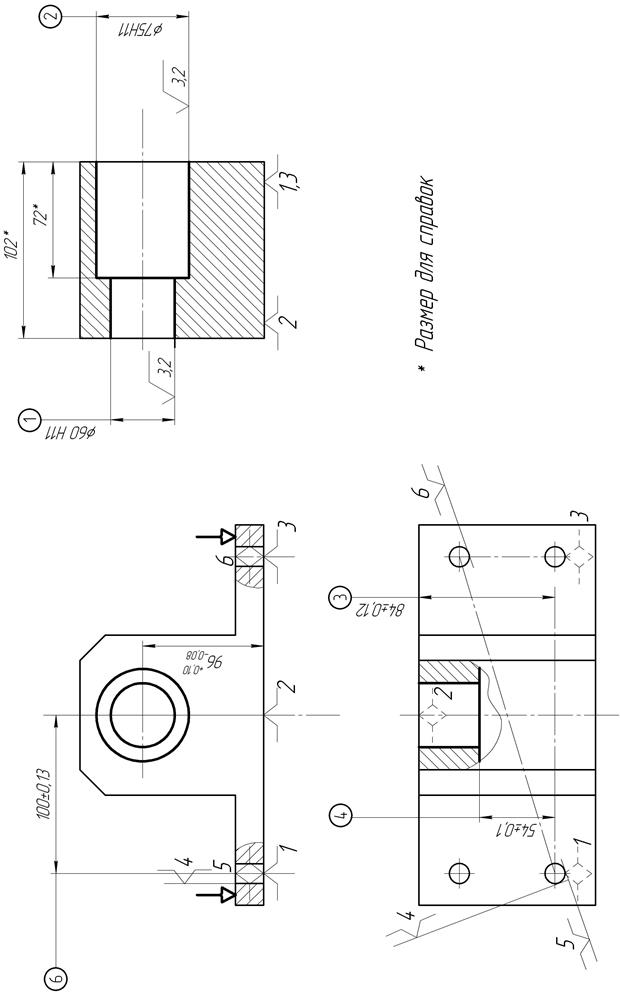
2. Необходимое количество изображений (видов, разрезов, сечений и выносных элементов) устанавливает студент из условия обеспечения наглядности и ясности изображения обрабатываемых поверхностей детали или взаимного расположения деталей в сборочных единицах.
3. Обрабатываемые поверхности изделия следует обводить сплошной линией красного или черного цвета толщиной от 2S до 3S в соответствии с ГОСТ 2.303-68.
4. На картах эскизов все размеры обрабатываемых поверхностей нумеруют арабскими цифрами. Номер размера обрабатываемой поверхности проставляют в окружности диаметром 6-8 мм и соединяют с размерной линией. Нумерацию следует производить в движения часовой стрелки.
Если эскиз изделия выполнен в нескольких проекциях с применением необходимого количества разрезов, сечений и выносных элементов, то нумеровать размеры обрабатываемых поверхностей следует вначале на проекциях, а затем в определенной последовательности на имеющихся разрезах, сечениях и выносных элементах.
5. Условные обозначения отклонений формы поверхности и отклонения расположения поверхностей следует производить в соответствии с требованиями ГОСТ 2.308-68. Обозначения шероховатости поверхностей – по ГОСТ 2.309-73.
6. Таблицы на технологических эскизах, следует размещать на свободном поле карты эскизов справа от изображения или под ним.
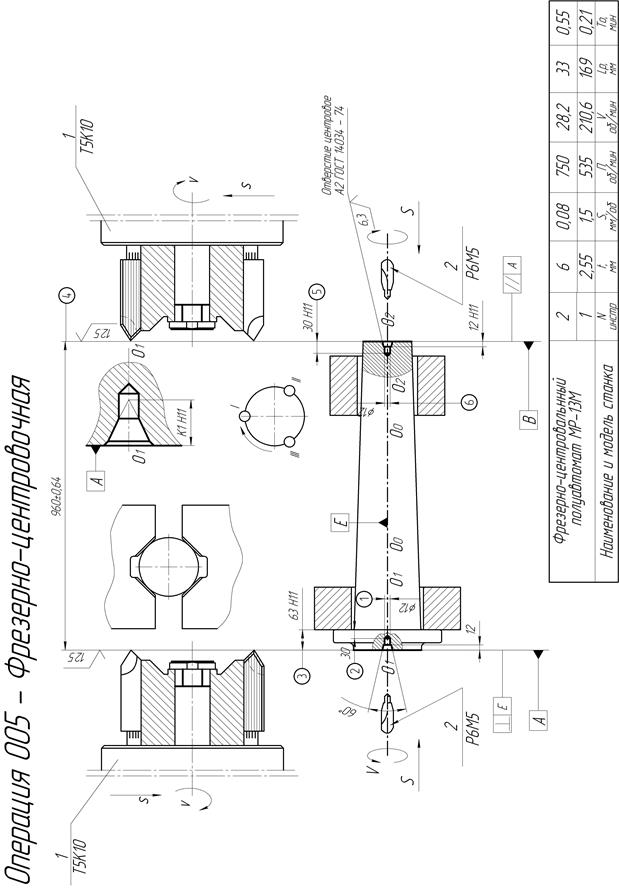
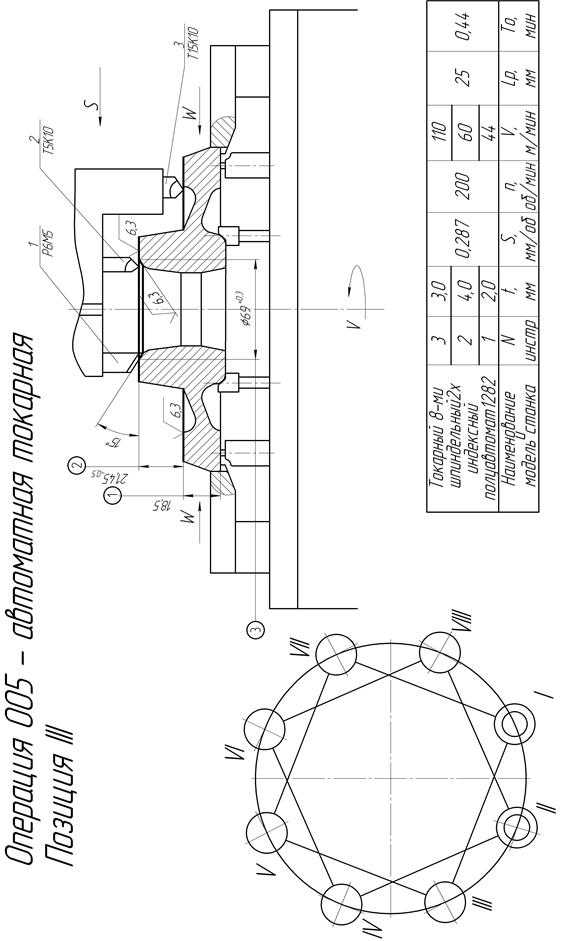
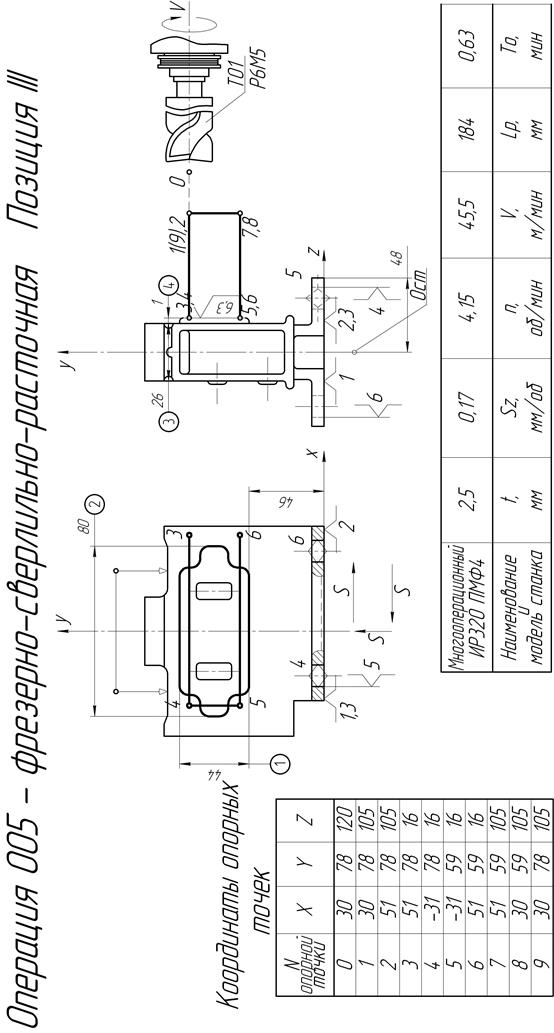
7 . Деталь или сборочная единица изображается в положении, занимаемом ей при обработке или сборке при данной операции, установе или позиции. Конструктивные формы изображаются в том виде, который она получает после окончания данной операции, установа или позиции.
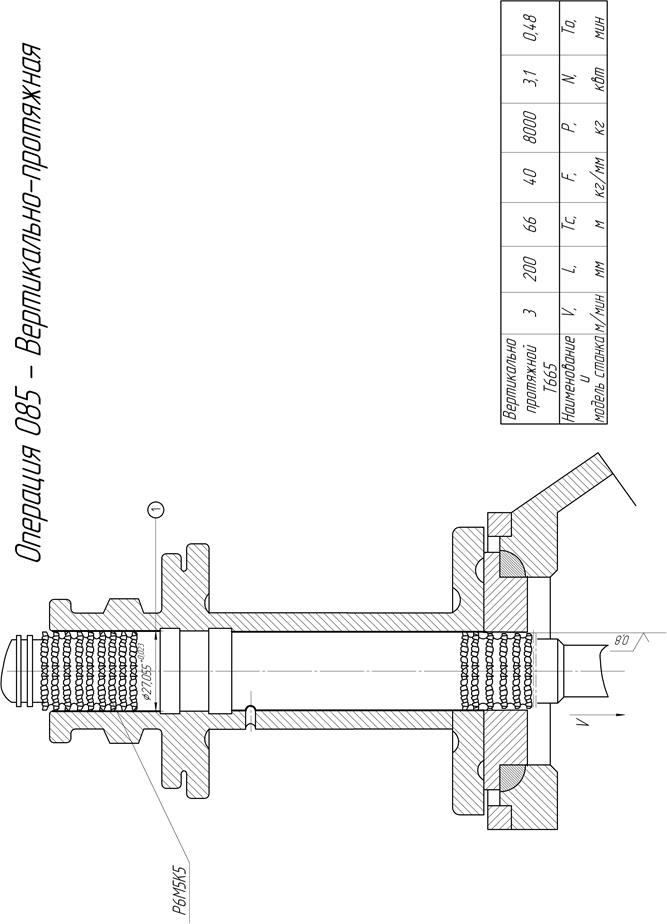
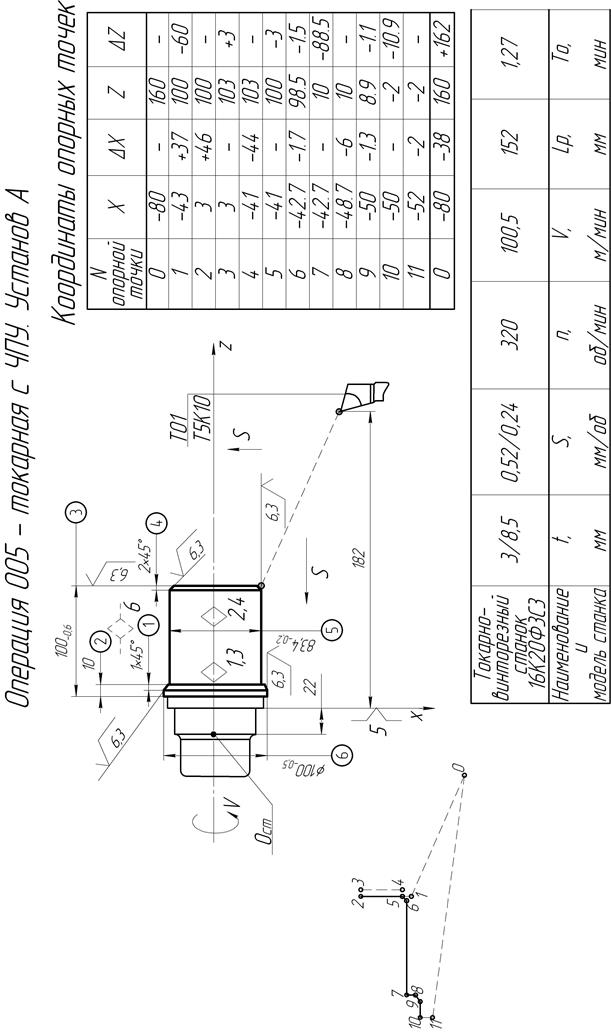
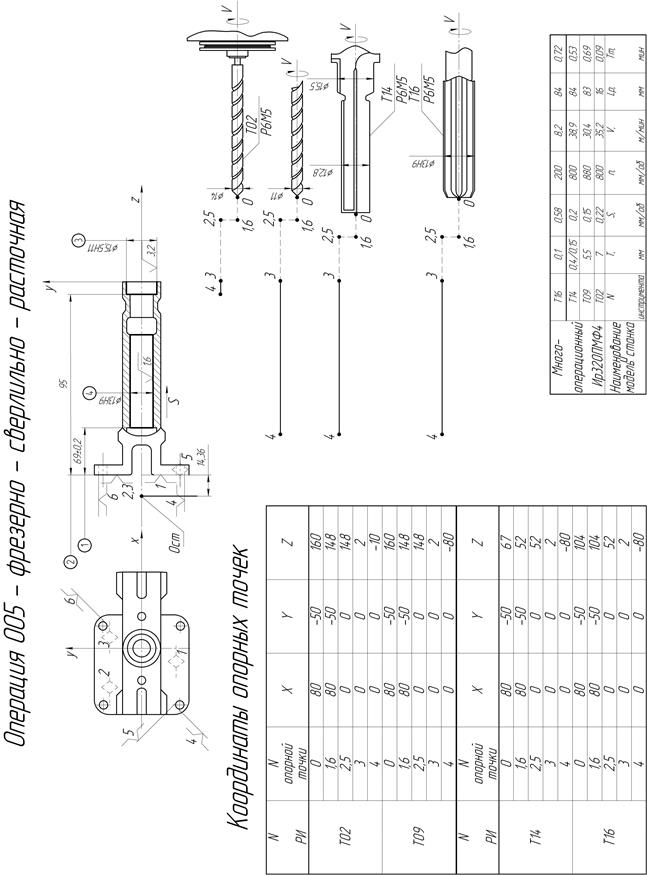
8. В нижней части каждого технологического эскиза в виде таблицы (таблица 11) следует указать числовые значения режимов обработки и основное время на операцию или переход.
9. При обработке на многопозиционных станках на поле первого эскиза показывается схема расположения позиций станка и характер индексации.
Таблица Форма таблицы режимов обработки
| Наименова - ние и модель станка | № перехода | Режимы резания | ||||
| t, мм | S*, мм/об | n, об/мин | V, м/мин | Sм мм/мин | Lр.х, мм | T0, мин |
| * В зависимости от выполнения обработки может быть Sзуб или Sоб Примечание. Ширина таблицы Lt должна быть 185 мм (по длине основной надписи), детальные размеры как таблицы, так и граф, произвольные. |
10. Изображения обозначения опор, зажимов и установочных устройств должны выполнятся по ГОСТ 3.1107 – 81 , который устанавливает графические обозначения опор, зажимов и установочных устройств, применяемых в технологической документации.
Для изображения обозначения опор, зажимов и установочных устройств следует применять сплошную тонкую линию по ГОСТ 2.303-68.
10.1 Обозначения опор (условные) приведены в табл. 1
Таблица 1
| Наименование опоры | Обозначение опоры на видах | ||
| спереди, сзади | сверху | снизу | |
| 1. Неподвижная | 
| 
| 
|
| 2. Подвижная | 
| 
| 
|
| 3. Плавающая | 
| 
| 
|
| 4. Регулируемая | 
| 
| 
|
Допускается обозначение подвижной, плавающей и регулируемой опор на видах сверху и снизу изображать, как обозначение неподвижной опоры на аналогичных видах.
10.2 Обозначения зажимов приведены в таблице
Таблица 2
| Наименование зажима | Обозначение зажима на видах | ||
| спереди, сзади | сверху | снизу | |
| 1. Одиночный | 
| 
| 
|
| 2. Двойной | 
| 
| 
|
Примечание. Для двойных зажимов длина плеча устанавливается разработчиком в зависимости от расстояния между точками приложения сил. Допускается упрощенное графическое обозначение двойного зажима:
Обозначение двойного зажима на виде спереди или сзади при совпадении точек приложения силы допускается изображать как обозначение одиночного зажима на аналогичных видах.
Примечание. Для цанговых оправок (патронов) следует применять обозначение -  .
.
10.3 Обозначения установочных устройствприведены в табл.
Таблица 3
| Наименование установочного устройства | Обозначение установочного устройства на видах | |||
| спереди, сзади, сверху, снизу | слева | справа | ||
| 1. Центр неподвижный | 
| Без обозначения | Без обозначения | |
| 2. Центр вращающийся | 
| То же | То же | |
| 3. Центр плавающий | 
| " | " | |
| 4. Оправка цилиндрическая | 
| 
|
| |
| 5. Оправка шариковая (роликовая) | 
| 
|
| |
| 6. Патрон поводковый | 
| 
|
| |
Примечания:
1. Обозначение обратных центров следует выполнять в зеркальном изображении.
2. Для базовых установочных поверхностей допускается применять обозначение -  .
.
10.4 Установочно-зажимные устройства следует обозначать как сочетание обозначений установочных устройств и зажимов (справочное приложение 2).
Допускается обозначение опор и установочных устройств, кроме центров, наносить на выносных линиях, соответствующих поверхностей (справочные приложения 1 и 2).
Для указания формы рабочей поверхности опор, зажимов и установочных устройств следует применять обозначения в соответствии с табл.4.
Таблица 4
| Наименование формы рабочей поверхности | Обозначение формы рабочей поверхности на всех видах |
| 1. Плоская | 
|
| 2. Сферическая | 
|
| 3. Цилиндрическая (шариковая) | 
|
| 4. Призматическая | 
|
| 5. Коническая | 
|
| 6. Ромбическая | 
|
| 7. Трехгранная | 
|
Примечание. Указание прочих форм рабочей поверхности опор, зажимов и установочных устройств следует выполнять в соответствии с требованиями, установленными отраслевыми НТД.
Обозначение форм рабочих поверхностей наносят слева от обозначения опоры, зажима или установочного устройства (справочные приложения 1 и 2).
Для указания рельефа рабочих поверхностей (рифленая, резьбовая, шлицевая и т.д.) опор, зажимов и установочных устройств следует применять обозначение в соответствии с чертежом.
Обозначение рельефа рабочей поверхности наносят на обозначение соответствующей опоры зажима или установочного устройства (справочное приложение 1).
10.5 Для указания устройств зажимов следует применять обозначения в соответствии с табл.5.
Таблица 5
| Наименование устройства зажима | Обозначение устройства зажима на всех видах |
| 1. Пневматическое | 
|
| 2. Гидравлическое | 
|
| 3. Электрическое | 
|
| 4. Магнитное | 
|
| 5. Электромагнитное | 
|
| 6. Прочее | Без обозначения |
Обозначение видов устройств зажимов наносят слева от обозначения зажимов (справочные приложения 1 и 2).
Примечание. Для гидропластовых оправок допускается применять обозначение -  .
.
Количество точек приложения силы зажима к изделию, при необходимости, следует записывать справа от обозначения зажима (справочное приложение 2, поз.3).
На схемах, имеющих несколько проекций, допускается на отдельных проекциях не указывать обозначения опор, зажимов и установочных устройств относительно изделия, если их положение однозначно определяется на одной проекции (справочное приложение 2, поз.2).
На схемах допускается несколько обозначений одноименных опор на каждом виде заменять одним, с обозначением их количества справа (справочное приложение 2, поз.2).
Допускаются отклонения от размеров графических обозначений, указанных в табл.1-4 и на чертеже.
Таблица Примеры схем установов деталей
| Описание способа установа | Схема обозначения |
| 1. В тисках с призматическими губками и пневматическим зажимом | 
|
| 2. В кондукторе с центрированием на цилиндрический палец, с упором на три неподвижные опоры и с применением электрического устройства двойного зажима, имеющего сферические рабочие поверхности | 
|
| |
| 3. В трехкулачковом патроне с механическим устройством зажима, с упором в торец, с поджимом вращающимся центром и с креплением в подвижном люнете | 
|
| 4. На конической оправке с гидропластовым устройством зажима, с упором в торец на рифленую поверхность и с поджимом вращающимся центром | 
|
Дата добавления: 2015-07-22; просмотров: 5473;