Электрический монтаж соединений методом навивки
При электрическом монтаже методом навивки несколько витков провода (4...6) диаметром 0,4... 1,6 мм навивают на жесткий вывод без изоляции (рис. 1.30). При этом по меньшей мере две грани штыря должны охватываться изолированным проводом. Достаточно большое срезывающее усилие разрушает оксидную пленку на проводе и штыре, образуя надежные контактные поверхности.
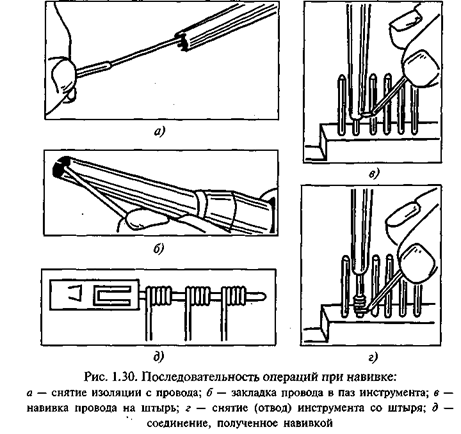 В процессе навивки в центре контактной поверхности возникает усилие, равное 7 Нм2, которое затем снижается до постоянного значения (« 2 Н-м2) за счет деформации медного провода в холодном состоянии, при этом частично происходит холодная сварка. Полученные соединения обладают прочностью, обеспечивающей их работу даже в условиях больших колебаний температур при одновременной вибрации. Кроме того, соединения получаются газонепроницаемыми, а при нанесении на них влагозащитных покрытий делаются и водонепроницаемыми.
В процессе навивки в центре контактной поверхности возникает усилие, равное 7 Нм2, которое затем снижается до постоянного значения (« 2 Н-м2) за счет деформации медного провода в холодном состоянии, при этом частично происходит холодная сварка. Полученные соединения обладают прочностью, обеспечивающей их работу даже в условиях больших колебаний температур при одновременной вибрации. Кроме того, соединения получаются газонепроницаемыми, а при нанесении на них влагозащитных покрытий делаются и водонепроницаемыми.
Для изготовления монтажных соединений методом навивки требуются монтажные штыри определенной формы, инструмент для зачистки концов провода на заданную длину и специальный инструмент для навивки, который приводится в действие вручную или от механического привода.
Монтажный провод может быть изолированным или неизолированным. В основном используется медный одножильный провод. Кроме того, применяются также алюминиевые и никелевые одножильные провода.
Новый метод монтажа потребовал создания штырей особой формы (рис. 1.31).
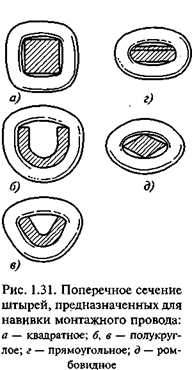 Наиболее хорошо зарекомендовали себя штыри с квадратным и прямоугольным (см. рис. 1.31, а, г) сечениями, в которых максимальное напряжение создается в углах. Монтажные штыри должны обладать достаточной прочностью на скручивание, чтобы выдерживать вращающий момент, возникающий при навивке. Они изготовляются из сплавов бериллий—медь, медь—никель, луженой и нелуженой латуни, плакированной стали, фосфористой бронзы и др.
Наиболее хорошо зарекомендовали себя штыри с квадратным и прямоугольным (см. рис. 1.31, а, г) сечениями, в которых максимальное напряжение создается в углах. Монтажные штыри должны обладать достаточной прочностью на скручивание, чтобы выдерживать вращающий момент, возникающий при навивке. Они изготовляются из сплавов бериллий—медь, медь—никель, луженой и нелуженой латуни, плакированной стали, фосфористой бронзы и др.
Электромонтажные соединения, выполненные навивкой, должны удовлетворять определенным требованиям. При правильной навивке витки провода покрывают все грани штыря (рис. 1.32, а), при неправильной — провод либо не наматывается на штырь (рис. 1.32, б), либо наматывается по спирали с просветом (рис. 1.32, в) или внахлест (рис. 1.32, г).


Контроль навитых соединений осуществляется путем стягивания навитого провода со штыря специальной вилкой, при этом навитое соединение должно оказывать некоторое сопротивление силе, прикладываемой к нему при стягивании. Для монтажного провода диаметром 0,5 мм сила стягивания должна составлять 40... 60 Н. Монтажный штырь должен выдерживать не менее десяти навивок, а монтажный провод — одну навивку.
Электромонтажные соединения методом навивки осуществляются вручную с помощью механизированных приспособлений (рис. 1.33). Приспособление выполнено в виде пистолета, внутри которого имеется реечный механизм, приводящий во вращательное движение монтажный наконечник 1. Стрелками на рис. 1.33 показано движение рукоятки 3, приводящей в движение реечный механизм.
Процесс навивки легко механизируется и автоматизируется. Для монтажа методом навивки можно применять пневматический инструмент, который по сравнению с электрическим имеет меньшую массу, более надежен в работе, почти не нуждается в уходе, работает бесшумно, при этом отводимый воздух не мешает работающим.
Дата добавления: 2015-07-18; просмотров: 3198;