Контактная точечная сварка
Впервые контактную точечную сварку применил в 1887 году русский ученый Н. Н. Бенардос. Он использовал стержневые угольные электроды. В 1900 году американский ученый Томсон для точечной сварки применил медные электроды, этот метод точечной сварки нашел наибольшее применение. Схема точечной сварки переменным током показана на рис. 12.2.
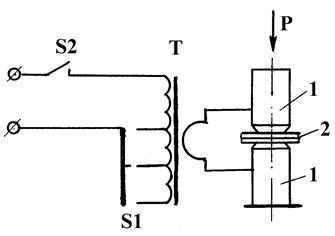
Рис. 12.2. Схема точечной сварки:
1 - медные электроды; 2 - свариваемые детали; Т - сварочный трансформатор; S1 - переключатель ступеней мощности; S2– включатель тока (контактор); Р - усилие сжатия электродов
При точечной сварке основной тип соединения – нахлесточный. Две детали накладываются друг на друга и сжимаются медными электродами усилием Р так, чтобы между деталями образовался надежный металлический контакт. Сварочный трансформатор Т включается в электрическую сеть включателем тока (тиристорным контактором) S2.
Со второй обмотки трансформатора, которая обычно имеет всего один виток, на электроды подается напряжение и через свариваемые детали протекает ток. При этом на сопротивлении R столбика металла диаметром DF, сжатого между электродами, за время сварки выделяется тепловая энергия в соответствие с законом Джоуля-Ленца (рис.12.3).
Общее сопротивление на участке электрод–электрод Rээ складывается из контактных сопротивлений деталь–деталь Rдд и электрод–деталь Rэд и собственного сопротивления металла деталей Rд:
Rээ=Rд+Rдд+2Rэд.
В течение термомеханического цикла сварки все составляющие Rээ непрерывно изменяются. После сжатия электродами деталей в холодном состоянии Rдд+2Rэд>Rд, так как площадь металлического контакта между поверхностями деталей и электродами зависит от шероховатости поверхности, наличие окисных пленок, окалины.
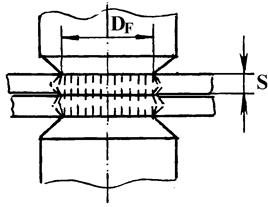
Рис. 12.3. Схема протекания тока через свариваемые детали
С увеличением силы сжатия Р площадь фактического контакта растет за счет смятия неровностей при пластической деформации и разрушения окисных пленок. Контактные сопротивления при этом уменьшаются.
После включения тока за время 0.1¸0.01tсв контактные сопротивления 2Rэд+Rдд существенно уменьшаются и практически не влияют на тепловыделение в зоне сварки. Поэтому можно принять Rээ»Rд. Основное тепло выделяется на сопротивлении Rд столбика металла диаметром, равным диаметру DF площади контакта электрода с деталью.
Растекание тока в свариваемые детали за границы боковой поверхности столбика диаметром DF незначительно (см. рис.12.3). Степень этого растекания тока зависит от соотношения DF/S, где S – толщина свариваемых деталей, и удельного сопротивления металла r. С уменьшением S и увеличением r степень растекания тока уменьшается.
Максимальный нагрев и расплавление металла происходит в зоне столбика металла, наиболее удаленной от медных охлаждаемых водой электродов. После выключения сварного тока детали некоторое время находятся в сжатом состоянии, чтобы расплавленный металл успел закристаллизоваться. В столбике металла образуется литое ядро точечного сварного соединения. Схема сварной точки в разрезе показана на рис.12.4.
Рис. 12.4. Схема сварной точки в разрезе:
1–сварочное литое ядро диаметром d, высотой h; 2 – кольцо сварки металла, находящегося в пластическом состоянии; 3 – вмятины от электродов; 4 – зазор между деталями вокруг сварного соединения
Следует указать на важную роль в формировании сварной точки кольца 2, которое образуется в процессе расплавления ядра. Это кольцо удерживает в закрытом объеме расплавленный металл и не дает ему выплеснуться в зазор между деталями.
Если свариваются детали разной толщины, то ядро смещается на середину суммарной толщины деталей, т.е. в более толстую деталь. В этом случае площадь расплавления в контакте деталь-деталь может существенно уменьшится. Эту особенность формирования литого ядра необходимо учитывать при проектировании изделий из деталей разной толщины, для изготовления которых применяется точечная сварка.
В зависимости от толщины s свариваемых деталей считаются оптимальными такие размеры сварной точки: d=(4...3)s, h=1.6s (для толщин s=0.5...6мм).
Дата добавления: 2015-07-18; просмотров: 1296;