Основные параметры режима точечной сварки
Анализ параметров, от которых зависит тепловая энергия Q=I2Rtсв, затрачиваемая на расплавление металла ядра необходимых размеров, с учетом потерь на нагрев электродов и окружающего ядро металла, позволяет выделить основные параметры режима сварки, которые устанавливаются на машине точечной сварки: 1 – сварочный ток I; 2 – время сварки tсв.; 3 – сила сжатия свариваемых деталей электродами P; 4 – площадь контакта между деталью и электродом F. От двух последних параметров Р и F зависит сопротивление на участке электрод-электрод Rээ и его составляющие Rээ=Rд+Rдд+2Rэд. Сопротивление столбика металла Rд, на котором выделяется до 95% Q, зависит от площади контакта F, которая в свою очередь зависит от силы сжатия Р, особенно в том случае, если применяют сферическую поверхность торцов электродов. Такие электроды рекомендуются для точечной сварки конструкций летательных аппаратов.
| |
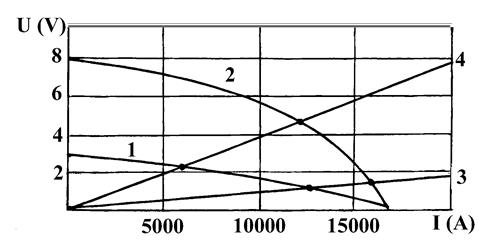
Рис. 12.5. Внешние характеристики машины переменного тока 1 и машины постоянного тока 2 при одинаковом токе короткого замыкания. Прямая 3 – для Rээ=100 мкОм; прямая 4 – для Rээ=400 мкОм
Пересечение кривых с осью абсцисс соответствует режиму короткого замыкания (Rээ»0), а пересечение с осью ординат – холостому ходу (Rээ»¥). Пересечение прямых, соответствующих различным Rээ, с внешними характеристиками дают величины сварочных токов при данном Rээ. Машины для точечной сварки имеют спектр внешних характеристик во всем диапазоне регулирования мощности машины.
4.2.2 Влияние основных параметров режима точечной сварки
на прочность сварной точки
Прочность сварной точки зависит в основном от размеров литого ядра. Максимальный диаметр ядра не превышает диаметр контактной площади электрода. С увеличением Iсв и tсв до оптимальных значений растет диаметр ядра и высота ядра. При превышении оптимальных значений Iсв и tсв прочность сварной точки уменьшается вследствие перегрева металла вокруг ядра (снятие наклепа, отжиг металла), увеличения глубины вмятины. При этом возможен также выплеск расплавленного металла в зазор между деталями (внутренний выплеск) или из-под электродов (наружный выплеск).
Для конкретной толщины и материала свариваемых изделий сила сжатия электродов не должна быть меньше Рmin. Если Р меньше Рmin, то нет надежного металлического контакта между деталями, между электродами и деталями, что приводит к наружному или внутреннему выплеску в момент включения тока. При увеличении усилия сжатия от Рmin до Ропт улучшается металлический контакт, увеличивается площадь сечения токопроводящего столбика металла до оптимальной величины, формируется расплавленное ядро оптимальных размеров. Если Р больше Ропт, то увеличивается глубина вмятин, уменьшается плотность тока вследствие чрезмерного увеличения диаметра контактов между деталями и электродами, что приводит к уменьшению размеров ядра.
На практике применяют электроды, имеющие на торце плоскую или сферическую поверхность. Диаметр контактной площади плоского электрода или радиус сферической поверхности торца электродов выбирают таким, чтобы при сжатии деталей электродами диаметр контактной площади был равен диаметру ядра оптимальных размеров. В процессе сварки происходит износ, деформация торцов электродов, что приводит к увеличению диаметра контактной площадки, к падению плотности тока. Диаметр ядра уменьшается, прочность точки также уменьшается.
В справочниках по сварке, в производственных инструкциях по контактной сварке различных материалов в зависимости от толщины свариваемых деталей выше названные параметры приводятся в таблицах режимов точечной сварки. В зависимости от теплофизических свойств свариваемых металлов для точечной сварки рекомендуют так называемые мягкие и жесткие режимы сварки. Мягкие режимы – меньший ток Iсв, больше время сварки tсв; жесткий режим – больший ток Iсв, меньше время сварки tсв. На мягких режимах сварки затрачивается больше тепловой энергии для образования ядра заданных размеров, так как увеличиваются потери тепла на нагрев металла окружающего расплавленное ядро. Более мягкие режимы точечной сварки рекомендуют для металлов и сплавов, склонных к закалке. В некоторых случаях применяют режимы точечной сварки, где сварочный ток изменяется в процессе сварки (ступенчатое или плавное нарастание и падение тока), иногда в процессе сварки вводят временные паузы, когда ток выключают. На машине для точечной сварки для получения одной сварной точки задается временной цикл, который состоит из времени сжатия tсж, времени сварки tсв (времени нагрева детали сварочным током), времени проковки tпр (времени выдержки зоны сварки под давлением электродов до завершения кристаллизации расплавленного ядра). При автоматическом режиме машины точечной сварки во временной цикл добавляется время паузы tп (время перемещения изделия для сварки следующей точки).
Дата добавления: 2015-07-18; просмотров: 1731;