Тема 12.ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК ЕСДП
Система ЕСДП (СЭВ) комплекс единых основных норм взаимозаменяемости, охватывающий кроме гладких соединений номинальные размеры, геометрические параметры, допуски и посадки для резьбовых, шпоночных, гладких конических соединений, зубчатых и червячных передач, допуски формы, расположения и шероховатости поверхности.
Система охватывает номинальные размеры до 10 000 мм.
ЕСДП разработана на базе международной системы допусков и посадок ИСО, которой соответствуют:
основные закономерности построения системы;
числовые значения допусков и предельных отклонений;
числовые обозначения.
В системе ИСО (ИСА) исходными данными являются посадки и образующие их поля допусков отверстий и валов, а элементы, необходимые для получения различных полей допусков. Каждое поле допуска представлено сочетанием двух независимых характеристик: числового значения допуска и его положения относительно номинального размера. Независимые друг от друга ряды допусков и ряды основных отклонений, определяющих положение полей допусков относительно нулевой линии, составляет главное содержание системы ИСО. Поля допусков и посадки являются в этой системе производными от допусков и основных отклонений.
Несмотря на отличие системы ЕСДП имеется достаточное количество элементов (допусков, полей допусков и посадок) настолько близких или совпадающих с аналогичными элементами системы ОСТ, что позволило осуществить переход из одной системы в другую без нарушения взаимозаменяемости.
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ПО ДОПУСКАМ И ПОСАДКАМ
Размер – числовое значение линейной величины (диаметра, длины) и выбранных единиц измерения.
Действительный размер – размер, установленный измерением с допустимой погрешностью.
Предельные размеры - два допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Наибольший размер –больший из двух предельных размеров (рис.12.1.).
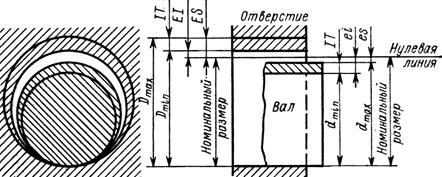
Рис.12.1. Схема посадок в системе отверстий и валов, принятые в системе ИСО и ЕСД
Номинальный размер-размер, относительно которого определяются предельные размеры и который служит началом отсчёта отклонений.
Номинальный размер посадки - номинальный размер общий для отверстия и вала, составляющих соединение.
Отклонение - алгебраическая разность между размером (действительным, предельным) и соответствующим номинальным размерам.
Действительное отклонение – алгебраическая разность между действительным и номинальным размерами.
Предельное отклонение – алгебраическая разность между предельным номинальными размерами. Различают верхнее и нижнее отклонения.
Верхнее отклонение - алгебраическая разность между наибольшим предельным и номинальным размерами
Нижнее отклонение - алгебраическая разность между наименьшим предельным и номинальным размерами.
Среднее отклонение – среднее арифметическое верхнего и нижнего отклонений.
Основное отклонение - одно из двух отклонений (верхнее или нижнее), используемое для определения поля допуска относительно нулевой линии. Обычно таким отклонением является отклонение, ближайшее к нулевой линии.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от неё, а отрицательные - вниз.
Допуск – разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижними отклонениями.
Допуск системы (стандартный допуск)- любой из допусков, устанавливаемых данной системой допусков. Обычно, при изложении системы допусков и посадок под термином «допуск» понимается допуск системы.
Допуск посадки – поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется числовыми значениями допуска и его положения относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
Поле допуска - в графическом изображении посадок – это поле, заключенное между двумя линиями, соответствующими наибольшему и наименьшему зазорам или натягам посадки.
Основные эксплуатационные требования и система допусков и посадок гладких цилиндрических соединений.
Гладкие цилиндрические соединения разделяют на подвижные и неподвижные. Основное требование, предъявляемое к ответственным подвижным соединениям, создание между валом и отверстием наименьшего зазора, обеспечивающего трение со смазочным материалом, заданную несущую способность подшипника и сохранение указанного вида трения при увеличении зазора (в допустимых пределах) в процессе длительной эксплуатации машины. Для прецизионных соединений точное центрирование и равномерное вращение вала.
Основное требование, предъявляемое к неподвижным соединениям (разъемным и неразъемным) - обеспечение точного центрирования деталей, передача в процессе длительной эксплуатации требуемого крутящего момента или осевой силы. Это достигается благодаря гарантированному натягу или дополнительному креплению деталей шпонками, стопорными винтами и т. п. Обеспечение наибольшей долговечности – общее требование по всем соединениям деталей машин.
Основные отклонения. Для образования посадок с различными зазорами и натягами в системе ИСО и ЕСДП для размеров до 500 мм предусмотрено 27 вариантов основных отклонений валов и отверстий.
Основное отклонение – это одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. Таким отклонением является отклонение, ближайшее к нулевой линии (рис.).
 Основные отклонения отверстий обозначают прописными буквами латинского алфавита, валов – строчными. Основное отверстие обозначают буквой Н, основной вал - h. Отклонения А-Н (а- h) предназначены для образования полей допусков в посадках с зазорам и; отклонения J8-N (j8-n) – в переходных посадках; отклонения Р-ZC (p- zc) – в посадках с натягом. Каждая буква обозначает ряд основных отклонений, значение которых зависит от номинального размера.
Основные отклонения отверстий обозначают прописными буквами латинского алфавита, валов – строчными. Основное отверстие обозначают буквой Н, основной вал - h. Отклонения А-Н (а- h) предназначены для образования полей допусков в посадках с зазорам и; отклонения J8-N (j8-n) – в переходных посадках; отклонения Р-ZC (p- zc) – в посадках с натягом. Каждая буква обозначает ряд основных отклонений, значение которых зависит от номинального размера.
Абсолютное значение и знак каждого основного отклонения вала (верхнего es для валов а-h или нижнего ei для валов j- zs)определяют по эмпирическим формулам.
Основное отклонение вала не зависит от квалитета (даже когда формула содержит допуск IT).
 Основные отклонения отверстий построены так. Чтобы обеспечить посадкам в системе вала, аналогичные посадкам в системе отверстия. Они равны по абсолютному значению и противоположны по знаку основным отклонениям валов, обозначаемое той же буквой.
Основные отклонения отверстий построены так. Чтобы обеспечить посадкам в системе вала, аналогичные посадкам в системе отверстия. Они равны по абсолютному значению и противоположны по знаку основным отклонениям валов, обозначаемое той же буквой.
Общее правило определения основных отклонений отверстий.
EI=-es при основных отклонениях от А до Н.
ES=-ei при основных отклонениях от J до ZC,
Правило формулируется следующим образом: основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала, обозначаемому той же (но строчной) буквой. Из этого правила сделано исключение для отверстий размером свыше 3 мм с отклонениями J,K,M и N до квалитета 8 и отклонениями Р-ZС до квалитета 7 включительно. Для них установлено специальное правило: ES=-ei+Δ, где Δ=ITn-ITn-1- разность между допуском рассматриваемого квалитета (с которым сочетается данное основное отклонение) и допуском ближайшего точного квалитета.
Специальное правило формулируется так: две посадки в системе отверстия и в системе вала, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета (например, Ǿ30 Н7/р6 и Ǿ30Р7/h6), должны иметь одинаковые зазоры или натяги.
Поле допусков. Поле допуска образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. В соответствие с этим правилом поле допуска обозначается буквой (иногда двумя) основного отклонения и номером квалитета, например, для вала h6, d11,CD10.
Исходными положениями при определении полей допусков ЕСДП являлись потребности промышленности стран – членов СЭВ с другими странами мира.
Ряды полей допусков для размеров менее 1 мм (см. ГОСТ25347-82 и СТ СЭВ144-75) характеризуется большим набором полей и смещением их в сторону более точных квалитетов по сравнению с основными рядами полей допусков для размеров от1…500 мм. Это отражает более высокие точностные требования в приборостроении.
Для размеров свыше 500 до 10000 мм установлено сокращенное число полей допусков по сравнению с рядами для размеров от 1 до 500 мм. В частности, уменьшено число полей допусков отверстий для посадок с натягом, которые в системе вала осуществлять в системе вала нецелесообразно. Для размеров свыше 3150 до 10000 мм (ГОСТ25348-82) (СТ СЭВ 177-75) посадки с натягом предусмотрены только в системе отверстия. Из основных рядов полей допусков для размеров от 1 до 500 мм выделены предпочтительные поля допусков. Они обеспечивают 90-95% посадок общего применения.
Унификация посадок. По экономическим соображениям посадки назначают главным образом в системе отверстия и реже в системе вала ГОСТ25347-82 предпочтительных посадок в системе отверстия больше чем в системе вала. В рекомендуемых и предпочтительных посадках точных квалитетов для размеров от 1 до 3150 мм допуск отверстия, на один – два квалитета больше допуска вала. Точное отверстие технологически получить труднее, чем точный вал из-за худших условий отвода теплоты, недостаточной жесткости, повышенной изнашиваемости и сложности направления режущего инструмента. Увеличение допуска отверстия при сохранении допуска посадки повышает срок службы разверток протяжек. При этом допускается больший износ по диаметру и большее число заточек инструмента.
При малых диаметрах технологически труднее обработать точный вал, чем точное отверстие. Рекомендуется для размеров менее 1 мм допуски отверстия и вала принимать одинаковыми. То же для посадок при размерах свыше 3150 мм до 10000 мм.
Дата добавления: 2015-07-18; просмотров: 5716;