Регулировки механизма челнока.
I - регулировка зазора между носиком челнока и иглой 0,05 мм – 0,1 мм. Осуществляется перемещением устройства 7 смазки челнока вдоль платформы, рис.6, ЛЕКЦИЯ 5.
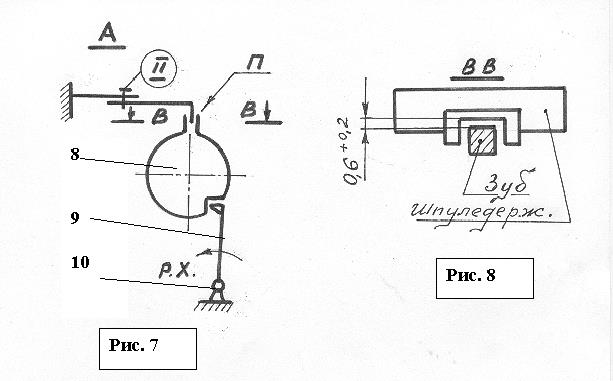
II – регулировка зазора между зубом установочного пальца и дном открытого паза «П» шпуледержателя 8, который должен составлять 0,6 – 0,8 мм, рис. 7, 8. Осуществляется сдвигом пальца в пазу вдоль платформы после ослабления винта II.
III – регулировка натяжения нижней нити; осуществляется поворотом регулировочного винта (с большей головкой) на тормозной пластине шпульного колпачка.
IV – регулировка количества подаваемого в челнок масла, рис. 6. Осуществляется так: снять челнок с вала, под головку машины подложить чистый лист и включить машину на 15 с. Тогда на листе бумаги должна остаться масляная полоска шириной 1,5 мм. Если она будет уже, значит масла подаётся недостаточно и увеличить его подачу можно поворотом регулировочного винта в сторону с меткой «+» на торце корпуса 7 устройства смазки челнока. В противном случае винт следует немного вывернуть.
V – регулировка своевременности отвода шпуледержателя 8 отводчиком 9, рис. 7. Осуществляется в такой последовательности:
Выставить иглу в положение, когда ею выполнен петельный ход (путём прошивания противовеса калибром, рис. 6)
Ослабить винт крепления отводчика 9 на валу 10.
Ослабить крепление эксцентрика 13 и поворотом его установить отводчик 9 в крайнее левое положение.
Поворотом отводчика на валу добиться зазора 0,1…0,3 мм между зубом установочного пальца ,рис. 8, и правой стенкой открытого паза “П” шпуледержателя 8, когда отводчик занимает крайнее левое положение, рис.7.
ПРИМЕЧАНИЕ: при работе толстыми нитками отводчик с механизма снимается за ненадобностью.
§2 Механизм перемещения материала.
Технологическое назначение механизма – переместить материал своевременно на заданную величину в заданном направлении.
 Кинематическое назначение механизма – преобразовать вращение главного вала в поступательное движение зубчатой рейки приблизительно по траектории эллипса и передать его в зону образования стежков.
Кинематическое назначение механизма – преобразовать вращение главного вала в поступательное движение зубчатой рейки приблизительно по траектории эллипса и передать его в зону образования стежков.

На рисунке 9 схемы механизма введены следующие обозначения:
1 – центровой конус – ЭЛЕМЕНТ опорЫ вала,
2 – левое коромысло вала подачи.
3 – реечный шатун,
4 – вал подачи,
5,7 – шатуны,
8 – регулировочное «П» образное коромысло,
9 – рычаг регулировки длины стежка и реверсирования подачи,
10 – тяга,
11 – шкала длины стежка в «мм»,
12 – рычаг,
13 – шкив зубчатой ремённой передачи,
14 – нижний вал,
15 – головка шатуна с игольчатым подшипником и эксцентриком цепи продольных перемещений внутри.
16 - двойной эксцентрик; левый – для цепи подъёма зубчатой рейки,
17 – правое коромысло вала подъёма.
18 – шатун цепи подъёма.
18’ – вал подъёма,
19 – левое коромысло,
20 – короткий шатун (серьга),
21 – центровой конус,
22 – палец,
23 – рамка поворотная, определяющая положение опоры регулировочного коромысла 8
П – пружина растяжения, котораяслужит для удержания рычага 9.
Механизм подачи материала плоский и представляет по структуре два параллельных кривошипно-коромысловых механизма с единым входным звеном – двойным кулачком 16, который на схеме можно представить, как один двуплечий кривошип, плечи которого имеют неодинаковую длину и между собой составляют угол, определяющий своевременность взаимодействия цепи подъёма и цепи продольных перемещений зубчатой рейки. Концы этих двух цепей соединены между собой двухповодковой кинематической группой 3 – 20.
|
 |
Подвижность механизма по формуле Чебышева П.Л:
W= 3n – 2 P1 – 2P2 = 3x9 –2x13 – 0 = 1,
Здесь
n, P1, P2 – соответственно количество подвижных звеньев механизма, количество одноподвижных кинематических пар и количество двухподвижных пар.
§3 Технологические регулировки механизма подачи материала.
|
|
На рисунке 11 представлен вид слева вдоль нижнего вала на цепь продольных перемещений зубчатой рейки с охранением обозначений звеньев рисунка 9.

Рисунок объясняет процесс регулировки длины стежка. Пусть в данный момент кулачок 16 двигает шатун 7 влево. Очевидно, его шарнир В повернётся вокруг опоры А1 тоже влево. При этом скорость шарнира VB1 имеет проекцию на линию шатуна ВС – V1. Так как эта проекция направлена влево, то коромысло 6 и зубчатая рейка (на рисунке не показана) тоже переместятся влево, т. е. от работницы. Произойдёт обычное выполнение строчки. Если поднять рычаг 9, рис. 9, то опора коромысла 8 займёт положение А2 , скорость точки В почти не изменится по величине, а её проекция на ВС станет меньше. Это означает, что скорость шатуна 5 уменьшилась и подача материала сократится. Произошла регулировка уменьшения длины стежка. Не трудно видеть, что при перемещении рычага 9 вниз т. А1 будет занимать положения слева и произойдёт увеличение длины стежка.
Однако, если рычаг 9 нажать вниз до упора, то точка А1 займёт положение над линией шатуна 7 и при его перемещении влево, как видно из рисунка 11, проекция скорости точки В на направление ВС изменит своё направление на обратное. Произойдёт подача материала к работнице, будет выполняться закрепка. В новом положении точки А также можно регулировать длину стежка.
§4 Наладочные регулировки механизма перемещения материала.
|

Осуществляется регулировка так, рис. 12:
Рычаг 9 выставить на «0» шкалы,
Ослабить винт III рамки 23 и повернуть её так, чтобы калибр К прошил отверстие А в платформе машины и вошёл в отверстие В рамки 23.
Винт III затянуть.
 |
IV Установка величины выхода зубчиков «Н» рейки над игольной пластинкой,
рис. 13.
Эта величина определяется классом машины с помощью таблицы, рис 13, в которой значение D находится из формулы класса машины
AB – CD + EF/
Осуществляется регулировка следующим образом:
Реечный рычаг 3 вращением шкива выставить в верхнее положение, рис.9,
Ослабить затяжку левого коромысла 19 вала подъёма,
Калибром «К» нажатием на рейку 1 сверху выставить размер «Н», рис. 13. ( На рисунке на калибре «К» выбиты значения «Н» в «мм» для каждого « D”, а поз. 2 обозначает игольную пластинку).
Винт левого коромысла вала подъёма затянуть.
V Регулировка наклона зубчатой рейки по отношению к плоскости игольной пластинки.
Практика показала, что для получения строчки с постоянной длиной стежка для каждого материала опытным путём подбирается угол наклона реечного шатуна 3 по отношению к линии строчки в вертикальной плоскости, рис. 14. Этот угол подбирается путём плавного изменения кинематической длины АО левого коромысла 2 вала подачи 4.

Между коромыслом и валом установлен эксцентрик «К», положение которого внутри коромысла определяет положение реечного шатуна. Например, если геометрический центр «С» эксцентрика поместить на линию АО и над т. О, то длина коромысла 2 станет наибольшей и задняя часть рейки займёт наивысшее положение относительно уровня игольной пластинки. Если точку «С» поместить под т. «О», то длина коромысла будет минимальной и задняя часть рейки опустится в низшее положение. Все остальные промежуточные положения точки С обеспечат промежуточные углы наклона зубчатой рейки.
Осуществляется регулировка поворотом эксцентрика К на валу подачи 4 после ослабления установочного винта В на коромысле и винта ( не показан), крепящего эксцентрик К на валу 4. Результат достигается методом проб.
VI Регулировка взаимного положения зубчатой рейки и иглы.
Речь идёт о своевременности подачи материала, который можно перемещать под лапкой, когда игла вышла из материала. Выполняется это условие обеспечением верхнего положения зубчатой рейки, когда игла тоже находится в верхней мёртвой точке. Правда, на машинах некоторых классов выявлено, что качественный стежок получается при поздней подаче материала. На машинах данной серии регулировка осуществляется так:
Зафиксировать иглу в крайнем верхнем положении, см. рис.1 механизма иглы. Для этого противовес надо прошить калибром «К» в отверстие «В».
Зафиксировать рейку-транспортёр в верхнем положении посредине прорези в игольной пластинке. Для этого поворотом двойного эксцентрика на нижнем валу добиться совпадения отверстий А и В соответственно в пальце шарнира и в платформе машины, рис. 15.

Затем оба отверстия прошить калибром «К».
Винты двойного эксцентрика затянуть; вынуть оба калибра в механизме иглы и в механизме перемещения материала.
Дата добавления: 2015-07-14; просмотров: 1690;