I II III IV
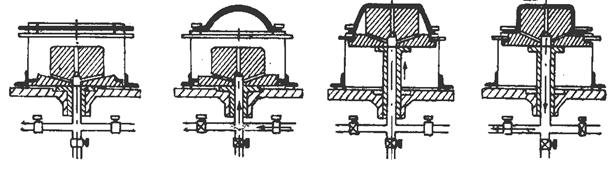
I – заготовка зажимается в рамке и разогревается; II – в камеру подается сжатый воздух и производится небольшая вытяжка заготовки; III – форма с пуансоном перемещается вверх, происходит механическая вытяжка заготовки; IV – вклю-чается вакуум и производится обтяжка заготовки на пуансоне, т. е. окончательное формование изделия
Рисунок 4.6 – Схема позитивного вакуумного термоформования с предварительной вытяжкой сжатым воздухом:
Для формования изделий из листовых и пленочных термопластов характерно значительное количество отходов на различных стадиях процесса (до 30-35 %). Подавляющее большинство их может быть успеш-но использовано для вторичной переработки при своевременном сборе, измельчении и правильном хранении (в условиях, исключающих загряз-нение). Значительные размеры отходов при вырезке заготовок вынуждают предусматривать их предварительное измельчение на ленточных пилах или гильотинных ножницах с последующей грануляцией или дроблением на роторных измельчителях.
Дата добавления: 2015-06-22; просмотров: 1059;