НЕПРЕРЫВНАЯ РАЗЛИВКА И ЛИСТОПРОКАТНОЕ ПРОИЗВОДСТВО
На первом этапе развитие методов непрерывной разливки сделало ненужным функционирование мощных обжимных станов — блюмингов и слябингов. В течение же последних 10— 15 лет развитие новых методов непрерывной разливки коренным образом изменило ситуацию в наиболее динамично развивающейся отрасли прокатного производства — производстве стального листа, ленты, штрипсов1 и т. п.
Непрерывнолитой металл котируется достаточно высоко по качественным показателям и пользуется спросом у потребителей.
Поскольку непрерывное литье слябов превратилось в технологию, которая позволяет производить любую листовую продукцию с более высоким выходом годного, чем по традиционной схеме изложница—сляб, и с лучшим качеством, появилась возможность передавать слябы на широкополосный стан горячей прокатки транзитом или горячим посадом. Прокатка транзитом означает, что остаточный нагрев сляба вплоть до входа в томильную печь для выравнивания температуры перед прокатным станом достаточен для осуществления процесса прокатки. Горячий посад означает, что некоторое количество тепловой энергии должно быть подведено к слябу в печи перед широкополосным станом горячей прокатки, но зачистка и другие операции не требуются.
Так, на новом металлургическом заводе фирмы POSCO (ПОСКО, Ю. Корея) около 80 % всех слябов текущего производства передают на прокатный стан транзитом или горячим посадом. При этом система автоматического контроля и управления осуществляет следующие функции: контроль технологического процесса, слежение за потоком материалов, слежение за потоком энергии, автоматический контроль качества металла в реальном масштабе времени.
В целом использование сквозной технологии позволило на этом заводе значительно уменьшить трудозатраты на производство 1 т горячекатаной стали: с 12—17 чел.-ч/т в 1975 г. до 4— 6 чел.-ч/т.
На базе традиционной технологии непрерывного литья толстых слябов удалось разработать новые технологии литья тонких слябов с применением и без применения роликовых кристаллизаторов. В будущем свое место в металлургии найдут и традиционная технология непрерывного литья, и технология литья листовых заготовок, близких по размерам к готовой продукции.
1 От англ, strips; strip — полоса, лента (стальная полоса шириной обычно 30— 400мм и толщиной 1,50—10,0мм), используемая в качестве заготовки при производстве сварных труб. После прокатки на полосовых (штрипсовых) станах полосу сматывают в рулон или разрезают на полосы требуемой длины.
Разливка на тонкие слябы (толщиной около 50 мм) заменяет прокатку в черновой линии широкополосного стана, но не заменяет прокатки в чистовой линии. Первая промышленная установка была введена в эксплуатацию в 1989 г. фирмой Nucor («Нью-кор», США) (рис. 23.38).
Разливка на тонкие слябы с обжатием и дальнейшая прокатка заготовок толщиной 15-20 мм в одной или двух чистовых клетях позволяют получить за одну операцию пригодную для холодной прокатки полосу (рис. 23.39).
На основе принципа литья тонких слябов к настоящему времени разработаны разнообразные схемы литей-но-прокатных агрегатов, которые могут быть использованы в конкретных
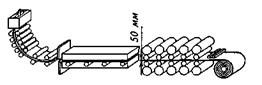
Рис. 23.38.Схема литья тонких слябов и их горячая прокатка
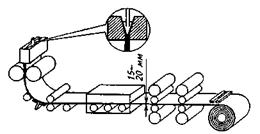
Рис. 23.39.Схема литья тонких слябов с обжатием и их горячая прокатка
условиях повышения качества продукции и эффективности производства.
Фирмы Mannesmann Demag («Маннесман-Демаг») и Mefos («Me-фос») разработали способ бесслиткового литья полосы (способ DSC1). Полосу толщиной 5-10 мм получают в ленточном кристаллизаторе. После отливки полоса подвергается горячей прокатке в двух или трех клетях (рис. 23.40). Из промежуточного разливочного устройства жидкая сталь выливается на постоянно движущуюся ленту транспортера, которая интенсивно охлаждается снизу (водяное струйное или форсуночное охлаждение) в соответствующей зоне охлаждения. После этой зоны полностью затвердевшая полоса подается в вытягивающее устройство, а затем в клеть прокатного стана.
В Германии разработан «модифицированный» процесс, который в отличие от обычного DSC не требует промежуточной горячей деформации. Полоса толщиной 1—Змм после разливки на движущуюся ленту сразу может подвергаться холодной прокатке (рис. 23.41, а). Возможна также разливка на тонкую полосу толщиной 1-3 мм для непосредственного получения рулонов горячекатаной полосы. Жидкую сталь заливают в зазор между двумя валками, находящимися во встречном вращении (рис. 23.41, б).
Возникло так называемое инверсионное литье (рис. 23.42). Оно представляет собой процесс, по которому полоса-подложка толщиной 0,5-2,0 мм
'От англ, direct-strip-casting— прямое получение полосы (штрипса).
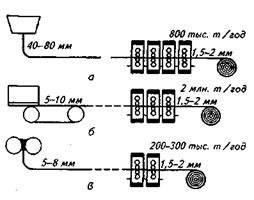
Рис. 23.40.Схема агрегатов по производству горячекатаных полос и их производительность по разным технологиям:
а —тонкие слябы; 6 — тонкие полосы, ленточный кристаллизатор; в — тонкие полосы, валковый кристаллизатор
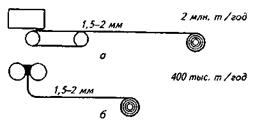
Рис. 23.41. Схемы агрегатов по производству непрерывнолитых тонких полос для холодной прокатки и их производительность по разным технологиям:
а —ленточный кристаллизатор; б— валковый кристаллизатор
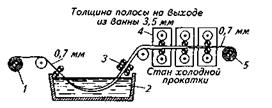
Рис. 23.42.Схема инверсионного литья полос и их холодной прокатки:
1 —- разматыватель полосы-подложки; 2—ванна с расплавленным металлом; 3 — обжатие полосы с горячим покрытием; 4— стан холодной прокатки; 5 — моталка
с определенной температурой (например, комнатной) пропускается в течение определенного времени через ванну с жидкой сталью, имеющей конт-
ролируемую температуру. За время контакта между полосой-подложкой и ванной некоторое количество жидкого металла кристаллизуется на подложке и вытягивается вместе с ней уже в виде композиционного изделия с контролируемой конечной толщиной. Представляется возможным получать таким процессом круглые изделия и фасонные профили, а также композиционный материал в виде листов толщиной 1—10мм и шириной 200— 1000 мм, которые могут быть переданы для дальнейшего передела непосредственно на стан холодной прокатки.
Таким образом, развитие методов непрерывной разливки привело к большим изменениям в листопрокатном производстве.
Работы по созданию новых технологий производства тонкого листа и ленты ведутся и в нашей стране. В качестве примера можно отметить выполненную ВНИИметмашем разработку литейного агрегата, предназначенного для производства подката с особыми свойствами из нержавеющих, магнитострикционных, резне-тивных, жаростойких и других сплавов на основе железа методом непрерывной разливки. Сверхбыстрое охлаждение жидкого металла обеспечивает получение микрокристаллической структуры и повышает физические свойства готовой продукции, получаемой на последующих стадиях обработки.
Расплавленный металл подается из индукционной печи или из ковша (рис. 23.43), установленного на подъемно-поворотном столе, в зазор между двумя водоохлаждаемыми валками, находящимися во встречном вращении. Охлаждающие валки имеют бронзовые бандажи с различными вариантами охлаждения, а также механизм зачистки и шлифовки поверхности. Расплав заливают через тонкостенное сопло с щелевидным отверстием. Постоянный расход расплава обеспечивается системой управления через вычислительный комплекс. С торцов валков металл удерживается с помощью специальных ограничителей. Выходящая из валков полоса проходит систему вторичного охлаждения и далее передается в обжимную клеть и ножницы. Установленные в конце линии тянущие ролики в паре с моталками позволяют разливать до 12т металла в непрерывном режиме.
Предлагаемые технология и оборудование обеспечивают благодаря непрерывному получению листа непосредственно из жидкого металла значительное сокращение числа операций обработки давлением и промежуточных нагревов. При этом энергозатраты снижаются на 30—50 %, в 5 раз уменьшены капитальные и эксплуатационные затраты, сокращается потребность в производственных площадях, особенно при производстве энергоемких изделий из трансформаторной и нержавеющей стали.
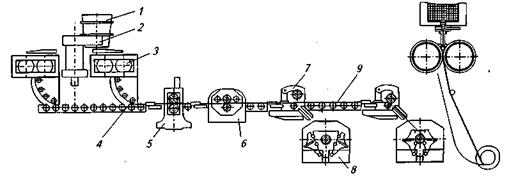
Рис. 23.43.Литейный двухвалковый агрегат для производства подката толщиной 1—5 мм:
1 — ковш; .2— подъемно-поворотный стол; 3 — двухвалковая литейная машина; 4— вторичное охлаждение; 5— обжимная клеть; 6— ножницы; 7— тянущие ролики; 8— моталка; 9— полоса
Дата добавления: 2015-06-22; просмотров: 1286;