ФЛОТАЦИЯ И ФИЛЬТРАЦИЯ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ
Инженерные решения последних лет позволили добиться заметных успехов в решении важнейшей для качества стали проблемы рафинирования от неметаллических включений. Проблема рафинирования металла от включений традиционно решалась путем рациональной организации процессов, связанных с образованием включений (раскисление, десульфура-ция), и процессов, обеспечивающих абсорбцию образующихся включений шлаком. Широкое внедрение методов продувки металла инертным газом позволило организовать флотацию включений (см. разд. 13.2).
Метод фильтрации включений вначале получил распространение при производстве отливок ответственного назначения из высоколегированных сталей, особенно в случаях, когда сталь обрабатывается высокоактивными реагентами. Так, например, при использовании фильтров из гранул-окатышей СеО2, размещенных в разливочной воронке, была повышена ударная вязкость при —50 º С стали 20Л, обработанной РЗМ, на 30-50 %. Использование керамических фильтров (зачастую совместно с продувкой аргоном) позволило решать такие проблемы в комплексе с одновременным использованием фильтрации. В то время как при. флотации легче и быстрее удаляются более крупные (или легкоукрупняющиеся) включения, метод фильтрации оказывается очень эффективным для удаления мелких включений, которые с трудом отделяются в процессе флотации.
В настоящее время комплексное использование методов флотации и фильтрации включений постепенно становится повсеместной практикой.
Газовые пузыри, проходящие через ванну, при продувке металла инертным газом способствуют флотации включений. Поверхностное натяжение  вкл.газ меньше адгезии включения к металлу м.вкл. В результате того что вкл-газ < м_вкл, включение будет «прилипать» к пузырю газа и уноситься с ним в шлак. Приходится учитывать, однако, что эффективность флотации включений путем газовой «промывки» через дно промежуточного ковша бывает невысока ввиду слияния пузырей в непрерывную струю и соответственного уменьшения поверхности контакта газ—металл. В то же время чрезвычайно интенсивное перемешивание может вызвать разобщение, разрушение образовавшихся ранее скоплений, конгломератов включений и тем самым ухудшить процесс их удаления. При чрезмерно интенсивном перемешивании ванны в металл могут «затягиваться» частички шлака; при этом содержание включений не уменьшается, а увеличивается. Кроме того, может иметь место ускорение процесса эрозии огнеупоров; соответственно возрастает содержание в металле также и экзогенных включений. На практике для каждого конкретного случая существует оптимальная интенсивность перемешивания, при которой обеспечивается всплывание включений. В этих случаях эффективность флотации проявляется очень четко. Так, например, применение вращающейся фурмы для подачи инертного газа в металл в промежуточном ковше создает более равномерное распределение по объему ванны очень мелких пузырей, которые эффективно удаляют включения (рис. 20.1). Путем сравнения результатов, полученных при обычной продувке снизу и при ис-
вкл.газ меньше адгезии включения к металлу м.вкл. В результате того что вкл-газ < м_вкл, включение будет «прилипать» к пузырю газа и уноситься с ним в шлак. Приходится учитывать, однако, что эффективность флотации включений путем газовой «промывки» через дно промежуточного ковша бывает невысока ввиду слияния пузырей в непрерывную струю и соответственного уменьшения поверхности контакта газ—металл. В то же время чрезвычайно интенсивное перемешивание может вызвать разобщение, разрушение образовавшихся ранее скоплений, конгломератов включений и тем самым ухудшить процесс их удаления. При чрезмерно интенсивном перемешивании ванны в металл могут «затягиваться» частички шлака; при этом содержание включений не уменьшается, а увеличивается. Кроме того, может иметь место ускорение процесса эрозии огнеупоров; соответственно возрастает содержание в металле также и экзогенных включений. На практике для каждого конкретного случая существует оптимальная интенсивность перемешивания, при которой обеспечивается всплывание включений. В этих случаях эффективность флотации проявляется очень четко. Так, например, применение вращающейся фурмы для подачи инертного газа в металл в промежуточном ковше создает более равномерное распределение по объему ванны очень мелких пузырей, которые эффективно удаляют включения (рис. 20.1). Путем сравнения результатов, полученных при обычной продувке снизу и при ис-
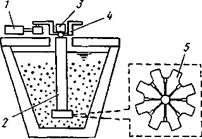
Рис.20.1. Схема вращающейся фурмы для создания микропузырей, усиливающих отделение включений:
1 — двигатель; 2 — фурма; 3— привод; 4— вращающееся соединение; 5 —пористая пробка
пользовании вращающейся фурмы, при обработке низкоуглеродистой раскисленной стали было установлено, что количество включений размером <50 мкм при использовании вращающейся фурмы было значительно снижено. Это проявилось также в существенном уменьшении количества внутренних и поверхностных дефектов. Помимо отмеченного важно организовать технологию так, чтобы всплывающее включение в момент соприкосновения со шлаком успело им ассимилироваться прежде, чем нисходящие потоки металла увлекут его опять вниз. Скорость «захватывания» шлаком включения зависит от многих факторов, в том числе от межфазного натяжения на границе шлак—включение ош_вкл. Чем меньше эта величина, т. е. чем лучше смачиваемость включения шлаком, тем легче идет процесс ассимиляции включений шлаком. Таким образом, чем больше стм.вкл, тем легче включение отделяется от металла и чем меньше величина ш_вкл, тем легче включение ассимилируется шлаком. Скорость удаления включений из металла в шлак зависит также от площади поверхности контакта (отношения поверхности шлак—металл к массе металла), степени перемешивания ванны, физических свойств шлака и др. В случае же фильтрации металла от неметаллических включений жидкий металл контактирует с твердыми поверхностями керамических перегородок, фильтров и т. п. Условия выделения включений из металла при этом существенно изменяются. Если при гомогенном зарождении новой фазы радиусом r увеличение свободной энергии определяется как ΔG'  = S ' = 4
= S ' = 4  / вкл_м (где S '— поверхность раздела металл—включение), то при зарождении включений на готовой поверхности
/ вкл_м (где S '— поверхность раздела металл—включение), то при зарождении включений на готовой поверхности
ΔG''поe=S' + S'' =
= S'м-вкл + S " ( пов-вкл - пов-м )>
где S'—площадь раздела металл—включение; S"— площадь готовой поверхности, т. е. подложки, на которой выделяется включение; м.вкл, о ов.вкл и пов.м — межфазные натяжения на границе металл—включение, включение-готовая поверхность и металл-готовая поверхность.
Межфазное натяжение пов.м на границе металла с готовой поверхностью обычно выше межфазного натяжения пов_вкл на границе включения с готовой поверхностью (обычно оксидной частицей), т.е. пов-вкл < пов-м, поэтому выражение S"{ пов.вкл - пов-м) отрицательно, и в целом ΔG''пов < ΔG", т. е. при прочих равных условиях образование зародышей на готовой поверхности энергетически более вероятно. Чем меньше угол смачивания 0 (рис. 20.2), тем благоприятнее условия для выделения новой фазы, тем меньше пересыщения требуется. На это замечание следует обратить внимание. Смысл его состоит в следующем. При гомогенном зарождении велика роль межфазного натяжения ам.вкл, поэтому преимущественно выделяются включения, хорошо смачиваемые металлом (типа FeO, MnO). В случае ге-
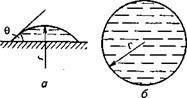
Рис. 20.2.Схема выделения зародыша критического радиуса на готовой поверхности (а) и в объеме расплава (б)
терогенного зарождения (при наличии готовых поверхностей) преимущественно могут выделяться вещества, имеющие небольшие значения межфазного натяжения (капиллярно-активные) на границе с данной готовой поверхностью, вещества, имеющие более близкое ориен-тационное соответствие к имеющейся подложке (например, А12О3).
Считается, что концентрация взвеси в жидкой стали может составлять 106 — 108 частиц/см3. Чем меньше степень пересыщения, тем выше роль готовых поверхностей.
Таким образом, флотация и фильтрация включений при обработке металла в промежуточном ковше определяются рядом одновременно действующих факторов: 1) размерами включений, их составом (и температурой плавления) и плотностью; 2) способностью включений к укрупнению; 3) межфазным натяжением на границах металл—включение и шлак—включение; 4) интенсивностью перемешивания ванны и характером движения металла; 5) физическими характеристиками металла и шлака (состав, температура, вязкость); 6) физическими характеристиками и составом контактирующей с перемешиваемым металлом твердой поверхности футеровки ковша, перегородок, фильтровальных отверстий и т. д.
Руководствуясь общими соображениями, в каждом конкретном случае на практике определяют рациональные способы снижения содержания включений, а также перевода включений в такое состояние, при котором их вредное влияние на свойства металла было бы минимальным.
Расширение масштабов использования методов флотации и 'фильтрации стали происходило параллельно расширению масштабов непрерывной разливки стали. В начале 80-х годов минувшего века при строительстве новых и реконструкции действующих УНРС все в большей мере стали внедрять новые методы внепечной обработки стали. В промежуточных ковшах повсеместно начинают устанавливать перегородки, обеспечивающие лучшее рафинирование металла от неметаллических включений.
Исследованиями установлено, что содержание неметаллических включений в металле уменьшается, если сталь разливать через промежуточный ковш с перегородкой, и включений остается еще меньше, если использовать промежуточный ковш с двумя перегородками. Исследования механических свойств готового проката показали аналогичное распределение результатов в зависимости от числа перегородок в промежуточном ковше. Полученные сведения о влиянии конструкции и вместимости промежуточного ковша на качество готовой стали привели к существенным изменениям на производстве.
В качестве примера можно привести конструкцию промежуточного ковша на одном из японских заводов. В ковше установили достигающие дна перфорированные перегородки из огнеупора, содержащего 65 % А12О3. Подбором оптимального числа и размеров отверстий в перегородках удалось ускорить всплытие неметаллических включений. Над удлиненным сталеразливочным стаканом в промежуточном ковше устанавливают достигающую дна трубу с отверстиями, предназначенную для улавливания включений А12О3 и предотвращения зарастания стакана. На другом заводе в промежуточном ковше был оборудован ряд перегородок, часть которых имела сквозные горизонтальные каналы. На участке промежуточного ковша под зоной подачи металла из разливочного ковша были оборудованы пористые пробки для продувки металла аргоном снизу. Сверху промежуточный ковш закрывали крышкой с тщательным уплотнением всех соединений. Металл из разливочного ковша подавали через удлиненный стакан с аргоновым уплотнением. В результате не только не происходило обычно наблюдаемого увеличения содержания азота в металле, но и, напротив, был обнаружен эффект деазотирования.
В связи с расширяющейся практикой использования для рафинирования металла в промежуточных ковшах УНРС различных устройств для фильтрации включений возникла проблема определения основных требований к материалу фильтров и их классифика-
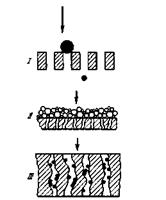
Рис. 20.3.Основные типы организации флотационных процессов (/-/Я) для рафинирования стали от включений
ции. В частности, фильтрационные процессы в промежуточных ковшах предлагается разделить на три типа (рис. 20.3):
I— метод «сита» — экранирование или фильтрация фильтрующим материалом (механически задерживаются крупные частицы). Такой тип фильтрации очень эффективен в случае, если необходимо удалить из металла крупные включения;
II— метод «пирога» — фильтрация с образованием на поверхности фильтра твердого осадка («пирога»)1. При этом типе на входной поверхности фильтра оседают твердые частицы, и в дальнейшем фильтрация осуществляется через слой ранее осажденных частиц. По мере протекания процесса фильтрации слой становится толще, и для поддержания постоянного расхода жидкости необходимо увеличивать металлостатическое давление;
///— глубинная фильтрация, или фильтрация в толще фильтра. Этот способ обеспечивает задержку частиц очень малого размера, меньшего, чем отверстия пор фильтра. В этом случае должны быть реализованы механизмы, обеспечивающие транспортировку частиц к поверхности фильтра и закрепление их на фильтрующей поверхности. При этом следует иметь в виду, что частицы неметаллических включений могут быть как в твердом, так и в жидком состоянии, поэтому тип фильтра /// является предпочтительным. В связи с этим материалы, используемые для изготовления фильтров, должны: 1) противостоять термическим и механическим напряжениям, возникающим до и в процессе фильтрации; 2) не разрушаться при взаимодействии металл—шлак-фильтр в процессе разливки; 3) эффективно удалять нежелательные включения и одновременно не представлять избыточного сопротивления для потока жидкого металла; 4) не охлаждать жидкую сталь. В общем случае процесс складывается из двух стадий: первоначальный поток металла частично затвердевает при контакте с фильтром, а затем этот затвердевший металл снова расплавляется при прохождении следующих порций жидкого металла.
'В гидрометаллургии такой осадок называют кеком (от англ, cake — затвердевать).
Технологии изготовления фильтров и их строение различны. Широкое распространение получили так называемые керамические пористые фильтры (КПФ) или пенокерамические фильтры (ПКФ). Такие фильтры (пористость до 90 %, размер пор 0,5— 5,0 мм) обладают комплексом свойств, необходимых для фильтрации чугуна, стали и высокотемпературных материалов или сплавов: малой массой, высокоэффективной поверхностью, обеспечивают извилистый путь потока металла, низкие потери давления, обладают приемлемыми термо- и механическими свойствами. Благодаря своей структуре они могут задерживать включения микронных размеров.
В 1992 г. журнал «Сталь» в одном из своих выпусков (№ 4) поместил тематическую подборку материалов о накопленном отечественном опыте по данной проблеме.
В табл. 20.1 приведены некоторые характеристики ПКФ по зарубежным данным.
Таблица 20.1.Основные характеристики пенообразующих керамических материалов
| Характеристика | Материал ПКФ | ||||
| А120 + + фосфаты алюминия | муллит (ЗА1203-28Ю2) | спеченный оксид алюминия (99% А1203) | стабилизированный диоксид циркония ZnO, + CaO (или MgO, или Y2O3) | 65% стабилизированного ZrO2 + +35% А12О3 | |
| Максимальная температура применения, °С | |||||
| Термостойкость | Очень высокая | Высокая | Очень высокая | ||
| Фильтрация расплавов | Алюминие- вых и других цветных сплавов | Цветных ме- таллов, чугуна, сплавов на ни- келевой основе | Черных металлов, специаль- ных чугунов | Специальных сплавов, стали | Стали |
В настоящее время обеспечивающие осаждение неметаллических включений пористые фильтры, устанавливаемые в поперечных перегородках, которые отделяют зону подвода металла от зоны выпуска в промежуточных ковшах УНРС, изготавливают серийно. Например, одна из фирм выпускает фильтры трех типов с размерами ячеек 10, 15 и 25 меш, что соответствует изменению среднего размера просветов в пределах от 400 до 1700, 1100 и 900 мкм соответственно. Проведенные эксперименты показали, что при разливке на шестиручье-вой УНРС среднее число включений при установке с фильтрами снижается в 4 раза. В числе «задержанных» при фильтрации включений прежде всего отмечены нитриды титана, алюминаты кальция, силикаты марганца и глинозем. Проблема выбора огнеупорного материала для изготовления устанавливаемых в промежуточном ковше перегородок с фильтрующими отверстиями не может считаться решенной, и исследования в этом направлении продолжаются.
На заводе одной из японских фирм для рафинирования низкоуглеродистых сталей, раскисленных алюминием и титаном, опробована перегородка из СаО, представляющая собой конструкцию толщиной 200 мм, собранную из двух пластин по 100 мм. В перегородке выполнены отверстия, сужающиеся в направлении движения металла от диаметра 50 мм до диаметра 40мм. Зафиксировано снижение загрязненности стали как крупными (> 5 мкм), так и мелкими (< 5 мкм) включениями. Исследователи пришли к выводу, что рафинирование металла от А12О3 происходит в результате образования легкоплавкого соединения 12СаО-7А12О3 (его обнаружили методом дифракции рентгеновских лучей).
На другом заводе исследовали иной способ решения проблемы. На пути движения металла из огнеупоров были установлены своеобразные «ворота» (рис. 20.4), замедляющие движение металла, а в днище ковша за «воротами» — пористая пробка, через которую в пузырьковом режиме подавали аргон таким образом, чтобы весь металл проходил через барботируемый слой. Эксперименты проводили в 25-т промежуточном ковше, скорость разливки составляла 0,8-1,2 м/мин, отношение  /W = 0,668. Установлено, что в случае продувки аргоном общее содержание кислорода стабильно снижается, уменьшается содержание включений, повышаются механические свойства готового металла.
/W = 0,668. Установлено, что в случае продувки аргоном общее содержание кислорода стабильно снижается, уменьшается содержание включений, повышаются механические свойства готового металла.
На рис. 20.5 представлен пример технологического решения по использованию промежуточного ковша на установке для отливки непрерывноли-тых заготовок блюмового типа размером 380x550 мм. Установка пущена на заводе фирмы Kobe Steel, г. Какога-ва (Япония). В Т-образном ковше
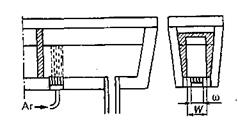
Рис. 20.4.Конструкция промежуточного ковша с «воротами»
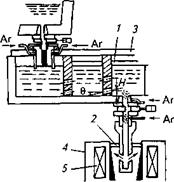
Рис. 20.5. Конструкция промежуточного ковша блюмовой УНРС завода Kobe Steel в г. Какогава (Япония):
/ — покровный порошок в промежуточном ковше;
2— покровный порошок в кристаллизаторе; 3 —
крышка ковша; 4 — кристаллизатор; 5 — устройство
для электромагнитного перемешивания
вместимостью 35 т глубина ванны металла достигает 900 мм. С целью лучшей организации удаления в процессе разливки включений помимо увеличения глубины ванны и скорости разливки до 0,6 м/мин металл фильтруется, проходя через отверстия в двух перегородках. Установка включает устройства для защиты струи аргоном, крышку, закрывающую промежуточный ковш, систему подачи аргона в погружаемое в кристаллизатор сопло и др. Исследованием установлено, что общее содержание кислорода в стали в результате фильтрации снижается более чем в 2 раза, достигая значений ~20-10 -4%.
Помимо рафинирования стали от неметаллических включений фильтрация через огнеупорные фильтры может дать еще один положительный результат. Специальными исследованиями установлено, что в процессе плавки стали некоторые примеси цветных металлов частично мигрируют из стальной ванны в футеровку. Если это так, то можно ожидать, что в процессе фильтрации стального расплава через огнеупорные фильтры будет иметь место хотя бы частичное рафинирование стали также и от примесей некоторых цветных металлов (они останутся в порах и каналах фильтра).
Дата добавления: 2015-06-22; просмотров: 1253;