Краткие теоретические сведения. Одношпиндельный вертикально-сверлильный станок состоит из следующих основных узлов (рис
Одношпиндельный вертикально-сверлильный станок состоит из следующих основных узлов (рис. 3.1): станины, установленной на фундаментной плите шпиндельной бабки, в которой расположен привод главного движения резания, кронштейна, в котором расположен привод движения подачи, и стола, закрепленного на направляющих станины. Станок предназначен для выполнения операций изготовления и обработки отверстий при производстве и ремонте деталей: сверления, рассверливания, надсверливания, зенкерования, развертывания.
Привод главного движения состоит из электродвигателя, коробки скоростей и шпиндельного узла.
Шпиндель представляет собой сплошной шлицевый вал, который вращается вместе с посаженным на него тройным блоком зубчатых колес с числами зубьев 37, 62 и 40 в подшипниках шпиндельной бабки, а также в радиально-упорных подшипниках гильзы (пиноли), расположенной в кронштейне.
Привод движения подачи, смонтированный в кронштейне, обеспечивает вертикальное перемещение цилиндрической гильзы с зубчатой рейкой и вращающимся в ней шпинделем.
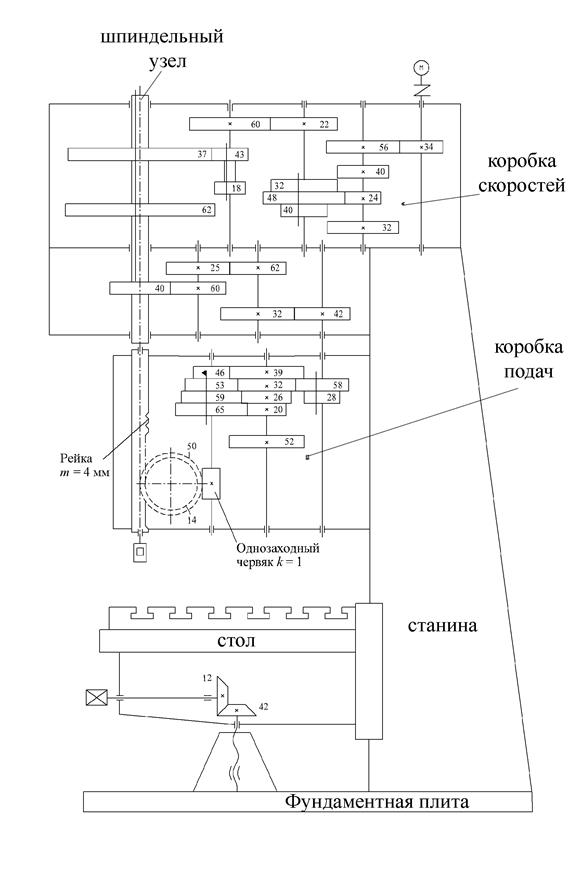
Рис. 3.1. Кинематическая схема одношпиндельного
вертикально-сверлильного станка
Жесткое соединение вращающегося шпинделя с неподвижной гильзой обеспечивается применением радиально-упорных подшипников качения. При включении подачи рукояткой управления кулачковой муфтой на оси штурвала подачи, вращение шпинделя от шестерни с числом зубьев 40 через промежуточные шестерни, шестерни и валы коробки подач, червячную передачу, передается реечной шестерне с 14 зубьями, вращающейся на одном валу с червячным колесом с 50 зубьями. Таким образом, вращение шпинделя преобразуется в его поступательное перемещение вместе с гильзой в сторону подачи.
Русский академик А. В. Гадолин в 1878 году предложил при построении ряда частот вращения и подач для металлорежущих станков со ступенчатым регулированием значений этих величин, применять закон геометрической прогрессии, по которому каждое последующее значение такой величины больше предыдущего на постоянное для этого ряда число – показатель геометрической прогрессии. Данный показатель для ряда частот вращения шпинделя определяется по следующей формуле:
 , ,
| (3.1) |
где z – количество ступеней регулирования частоты вращения шпинделя;
nmax, nmin – максимальная и минимальная частоты вращения шпинделя, об/мин.
Расчетное значение φ округляется до ближайшего стандартного.
Таким образом, значения частоты вращения шпинделя рассчитываются:
 ; ;  ; … ; …  . .
| (3.2) |
где n1 = nmin – минимальное значение величины частоты вращения шпинделя, рассчитанное по структурной схеме привода главного движения, об/мин.
Расчет ряда значений подачи выполняется аналогично.
Определение значений параметров режима резания для сверления отверстий производится в следующей последовательности:
а) определить расчетную подачу, допускаемую прочностью сверла по формуле:
 ; ;
| (3.3) |
где Cs – коэффициент, зависящий от прочности обрабатываемого материала;
 ; ;
| (3.4) |
где sв – предел прочности при растяжении обрабатываемого материала, Мпа;
xs – показатель степени (при сверлении инструментом из быстрорежущей стали xs = 0,6);
ks – поправочный коэффициент (табл. 3.1).
Таблица 3.1
Значения поправочного коэффициента ks
| Длина отверстия l, мм | £ 3D | (3 – 5)D | (5 – 7)D | (7 – 10)D |
| Коэффициент ks | 1,0 | 0,9 | 0,8 | 0,75 |
Фактическая подача выбирается из условия:
 , ,
| (3.5) |
где S – ближайшее меньшее значение из ряда значений подачи станка, мм/об.
б) рассчитать допускаемую скорость резания по заданной стойкости при сверлении стали инструментом из быстрорежущей стали по формуле:
 , ,
| (3.6) |
где Cv – коэффициент, зависящий от условий обработки (Cv = 7 при S £ 0,2 мм/об; Cv = 9,8 при S > 0,2 мм/об);
yv – показатель степени (yv = 0,7 при S £ 0,2 мм/об; yv = 0,5 при S > 0,2 мм/об);
Kv – поправочный коэффициент, учитывающий условия обработки,
 , ,
| (3.7) |
где kиv – коэффициент, учитывающий свойства инструментального материала (для быстрорежущей стали kиv = 1);
klv – коэффициент, учитывающий глубину отверстия l (табл. 3.2);
kмv – коэффициент, учитывающий свойства обрабатываемого материала,
 ; ;
| (3.8) |
T – период стойкости инструмента, мин (табл. 3.3).
Таблица 3.2
Значения коэффициента k1v
| Длина отверстия l, мм | £ 3D | 4D | 5D | 6D | 8D | 10D |
| Коэффициент k1v | 1,0 | 0,85 | 0,74 | 0,7 | 0,6 | 0,5 |
Таблица 3.3
Значения периода стойкости сверла Т
| Диаметр сверла D, мм | 6 – 10 | 11 – 20 | 21 – 30 | 31 – 40 | |
| Период стойкости сверла T, мин |
в) по найденной допускаемой скорости резания рассчитать необходимую частоту вращения шпинделя:
 . .
| (3.9) |
Фактическую частоту вращения шпинделя выбирают из условия:
 , ,
| (3.10) |
где n – частота вращения шпинделя, рассчитанная по кинематической схеме станка, об/мин.
Фактические значения подачи станка и частоты вращения шпинделя выбирают из ряда значений подачи станка и ряда частот соответственно с таким расчетом, чтобы они были ближайшими наименьшими к рассчитанным значениям.
Дата добавления: 2015-06-17; просмотров: 1188;