Линия лакирования кромок щитов полиэфирными лаками ЛКМ 1
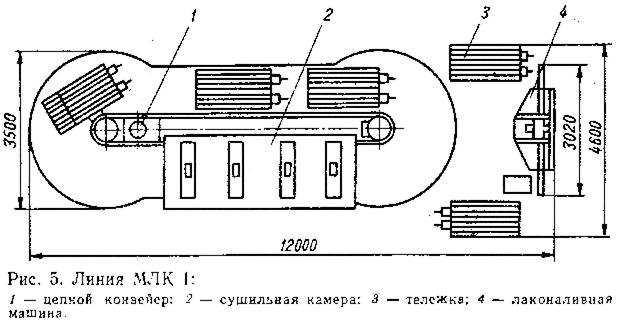
Линия МЛК 1 предназначена для лакирования кромок мебельных щитов полиэфирными парафиносодержащими лаками фотохимической сушки. На линии (рис. 5) выполняются следующие технологические операции: первое нанесение лака, выдержка до желатинизации при температуре 18 – 230С, второе нанесение лака, выдержка до желатинизации при температуре 18 – 230С, и фотохимическая сушка покрытия.
Технологический процесс лакирования осуществляется в следующем порядке. Щиты из стопы вручную ставят на ребро м подают в лаконаливную машину. Второй рабочий принимает деталь и укладывает её в решётку тележки. При наступлении желатинизации (через 15 – 20 мин) щиты вторично пропускают через лаконаливную машину и вновь укладывают на тележку. Заполненную тележку крепят к цепи конвейера при помощи специального замка. На конвейере щиты на тележках сначала проходят стадию желатинизации (15 мин), после чего попадают в камеру, где под воздействием ультрафиолетовых лучей полиэфирное покрытие твердеет. Затем тележки со щитами открепляют на дальнейшие отделочные операции.
Технические характеристики линии: размеры обрабатываемых деталей, м – длина – 0,35 – 1,8, ширина – 0,01 –0,04, толщина – 0,01 – 0,04; скорости движения деталей при наливе, м/с – 0,13 – 1,6; скорость движения транспортёра, м/с –0,007; ритм подачи деталей, с – 10; продолжительность фотохимической сушки, мин – 11,5; количество обслуживающих рабочих – два; установленная мощность, кВт – 18,8; мощность излучателей, кВт – 2,5; производительность линии при коэффициенте её использования 0,7 и средней длине щита 1,1м, кромок в час – 240; габаритные размеры линии, м – 12,0×4,6×5,0; масса линии, кг – 5070; количество щитов на одной тележке при толщине 0,01 м – 33, 0,02 м – 25 и 0,04 м – 16.
Дата добавления: 2015-06-12; просмотров: 1599;