Змащення редуктора
10.4.1. Змащення черв’ячного зачеплення:
Для змащення черв’ячного зачеплення застосовується картерна система.
10.4.1.1. Проміжний коефіцієнт:
де  -розрахункове контактне навантаження, =175,1 МПа.
-розрахункове контактне навантаження, =175,1 МПа.
 - швидкість ковзання (уточнене значення), =2,61м/с.
- швидкість ковзання (уточнене значення), =2,61м/с.
10.4.1.2. Розрахункова в’язкість мастила:

Для змащення зачеплення вибираємо мастило Індустріальне И – 12А ГОСТ 20799 – 75.
10.4.1.3. Верхній та нижній рівень мастила:
 із пункту 8.3.3.
із пункту 8.3.3.
 із розрахунку черв’ячної передачі.
із розрахунку черв’ячної передачі.
Максимальна глибина занурювання черв’яка в мастильну ванну не більше висоти витка черв’яка. При цьому бажано, щоб рівень мастила проходив через центр нижнього шарика підшипника черв’ячного вала. Мінімальна глибина занурення черв’яка  0,5m=0,5
0,5m=0,5  7=3,5мм.
7=3,5мм.
а) середній радіус підшипника:
де  - внутрішній діаметр підшипника, =65мм.
- внутрішній діаметр підшипника, =65мм.
 - зовнішній діаметр підшипника, =140мм.
- зовнішній діаметр підшипника, =140мм.
б) середній радіус впадин черв’яка:
в) необхідна умова:
 51,25>26 – умова виконана.
51,25>26 – умова виконана.
г) 
д) 
10.4.1.4. Об’єм мастила в редукторі:
а) довжина ванни:

б) ширина ванни:

де  - довжина маточини черв’ячного колеса, =58мм.
- довжина маточини черв’ячного колеса, =58мм.

Оскільки  >
>  , то:
, то:

в) товщина мастильного шару:
г) об’єм мастила:

де  ,
,  із пункту 8.3.10.2. , =244мм.;
із пункту 8.3.10.2. , =244мм.;  мм;
мм;  мм.
мм.



10.4.1.5. Питомий об’єм мастила:
де  - потужність на веденому валу редуктора. =
- потужність на веденому валу редуктора. =  =5,484кВт.
=5,484кВт.
10.4.2. Мастильні пристрої:
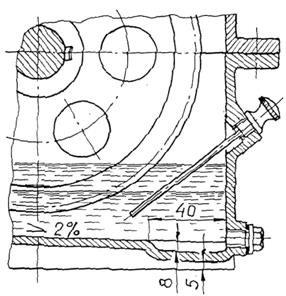
10.4.2.1. Контроль рівня мастила:
Здійснюється жезловим маслопоказчиком, за допомогою якого контролюється верхній та ніжній рівні мастила в редукторі. Конструкція і основні розміри маслопоказчика наведені [5, рис.10.79, с.339].
10.4.2.2. Пробка для масло зливного отвору:
В нижній частині корпуса редуктора передбачений різьбовий отвір для зливу відпрацьованого мастила, а також зливу рідини після промивання редуктора. Отвір закривається пробкою з прокладкою. Вибрано пробку М16х1,5 [5, рис.10.8, с.312].
10.4.2.2.1. Величина критерію:
 [5, с.216],
[5, с.216],
де - внутрішній діаметр підшипника на веденому валу, =70мм.
n  - частота обертання веденого вала, n =28,801хв
- частота обертання веденого вала, n =28,801хв  .
.

Оскільки  , то для змащення підшипників застосовується пластичне мастило [5, с.216]. Вибрано мастило Солідол жировий УС – 2 ГОСТ 1033 – 79.Вільний простір підшипникового вузла заповнюється мастилом
, то для змащення підшипників застосовується пластичне мастило [5, с.216]. Вибрано мастило Солідол жировий УС – 2 ГОСТ 1033 – 79.Вільний простір підшипникового вузла заповнюється мастилом  0,5 об’єму при складання редуктора. В процесі експлуатації, періодично поновлюємо свіжим мастилом. Для подачі мастила в підшипники застосовується прес –маслянки. Мастило подається під тиском спеціальним шприцом.
0,5 об’єму при складання редуктора. В процесі експлуатації, періодично поновлюємо свіжим мастилом. Для подачі мастила в підшипники застосовується прес –маслянки. Мастило подається під тиском спеціальним шприцом.
10.4.4. Ущільнюючі пристрої:
Ущільнюючі пристрої застосовуються для запобігання витікання мастила з підшипникових вузлів, а також для захисту їх від попадання пилу, бруду і вологи.
10.4.5. Захисні пристрої:
10.4.5.1. Ведучий вал:
Підшипники черв’ячного вала змащуються картерним мастилом. Для запобігання попадання в підшипники продуктів зношування черв’ячного колеса, а також надлишкового поливу мастилом, що призводить їх до нагрівання. Для цього підшипники захищають спеціальними кільцями з проточками.
10.4.5.2. Ведений вал:
Для змащення підшипників веденого вала застосовується пластичне мастило. В даному випадку підшипники повинні бути відділені від внутрішньої частини корпуса. Для цього застосовуються захисні кільця з проточками. Кільця захищають підшипники від попадання картерного мастила, і таким чином запобігають вимиванню пластичного мастила і утримують витікання мастила з порожнини підшипникового вузла.
Конструкція і основні розміри захисних кілець наведені [1, рис.Т18, с.56].

Дата добавления: 2015-06-12; просмотров: 2238;