Подключение к сети, заземление и зануление электросварочных установок
Электросварочная установка - комплекс функционально связанных элементов соответствующего электросварочного и общего назначения электротехнического, а также механического и другого оборудования, средств автоматики и КИП, обеспечивающих осуществление необходимого технологического процесса.
В состав электросварочных установок в зависимости от перечисленных условий входят кабельные линии, электропроводки и токопроводы внешних соединений между элементами установки, а также в пределах установки трубопроводы систем водоохлаждения и гидравлического привода, линий сжатого воздуха, азота, аргона, гелия, углекислого газа и других газов, а также вакуума.
В качестве заземлителей используют вертикально забитые в землю стальные трубы, угловую сталь, а также горизонтально проложенную в земле полосовую и круглую стали (табл. 17)
Для заземления рекомендуется угловая сталь сечением 50X50 мм или 60X60 мм, длиной 2,5 м и бракованные стальные трубы диаметром 50—60 мм той же длины. Заземлитель устраивают не менее чем из трех вертикально забитых в землю стержней из угловой стали или трех труб с расстоянием между ними 2,5—3 м. Заземлители не окрашивают во избежание ухудшения электрического контакта между ними и землей.
Заземлители забивают на расстоянии 1,5—2 м от цеха в двух или более местах на глубину 0,5—0,7 м. Уголки сваривают между собой полосовой тканью сечением не менее 40X4 мм. От угловой стали прокладывают полосовую сталь в цех и приваривают к магистральной шине, проложенной вдоль стен здания на высоте 0,6—0,8 м от пола. Исправность заземляющего устройства проверяют на замер омического сопротивления контура не реже одного раза в год летом. Результаты испытания оформляют актом. Работа со сварочными трансформаторами без защитного заземления запрещается.
ПУЭ 6
7.6.25. В электросварочных установках кроме заземления (зануления) корпусов и других металлических нетоковедущих частей оборудования (согласно требованиям гл. 1.7), как правило, должно быть предусмотрено заземление одного из зажимов (выводов) вторичной цепи источников сварочного тока: сварочных трансформаторов, статических преобразователей и тех двигатель-генераторных преобразователей, у которых обмотки возбуждения генераторов присоединяются к электрической сети без разделительных трансформаторов (см. также 7.6.27).
В электросварочных установках, в которых дуга горит между электродом и электропроводящим изделием, следует заземлять (занулять) зажим вторичной цепи источника сварочного тока, соединяемый проводником (обратным проводом) с изделием.
7.6.26. Сварочное электрооборудование для присоединения заземляющего (зануляющего) проводника должно иметь болт (винт, шпильку) и вокруг него контактную площадку, расположенную в доступном месте, с надписью “Земля” (или с условным знаком заземления по ГОСТ 2.751-73*).
Втычные соединители проводов для включения в электрическую цепь выше 42 В переменного тока и выше 110 В постоянного тока переносных пультов управлении сварочных автоматов или полуавтоматов должны иметь заземляющие контакты.
7.6.27. Электросварочные установки, в которых по условиям электротехнологического процесса не может быть выполнено заземление (зануление) согласно 7.6.25, а также переносные и передвижные электросварочные установки, заземление (зануление) оборудования которых представляет значительные трудности, должны быть снабжены устройствами защитного отключения
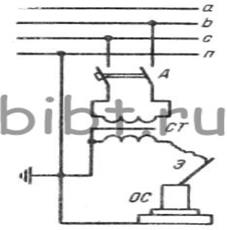
Рис. 15.1. Принципиальная схема подключения сварочного трансформатора к трехфазной четырехпроводной сети:
А - автоматический выключатель; СТ - сварочный трансформатор; Э - электрод, закрепленный в держателе; ОС - объект сварки
Дата добавления: 2015-06-12; просмотров: 3673;