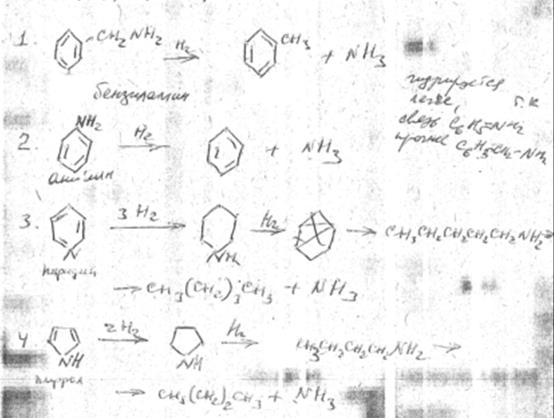
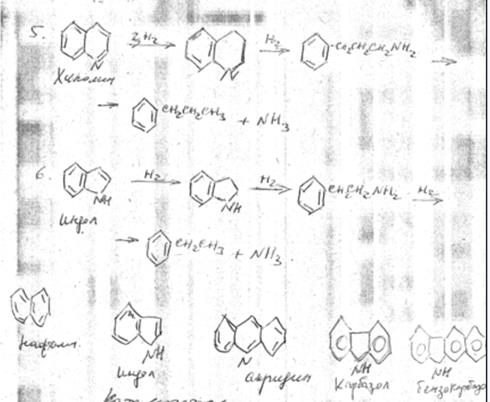
Гидрирование азотистых соединений.
Ряд скоростей реакции гидрирования:
сернистые > кислородные > азотистые
Ряд энергий связи (кДж/моль):
С – О > C – S > C – N
292.2 > 227.5 > 202.8
Ряд энергий образования новых связей:
С – N > C – S > C – O
108.5 > 20.9 > 16.7
Катализаторы:
Наиболее распространненым катализатором гидроочистки является алюмокобальтмолибденовый, содержащий 2-4% СоО и 9-15% МоО3 на окиси алюминия. Катализатор, содержащий кобальт и молибден, значительно активнее, чем содержащий только один из них.
Активность катализатора при изменении соотношения Со:Мо изменяется. Имеются сведения, что катализатор максимально активен с атомным соотношением Со:Мо ≈ 0.2:1. Общее содержание Со+Мо на окиси алюминия составляет 8-13%, большее содержание металлов не увеличивает активности катализатора.
В результате реакций с H2S и Н2 окислы переходят из окисной формы в сульфидную и частично восстанавливаются до металлов. При этом гидрирующая активность катализатора существенно повышается. Если перерабатывается сырье с низким соединением серы, то катализатор перед использованием целесообразно осернивать, обрабатывая водородом, содержащим 5-10% H2S при температуре = 150-300 0С.
В процессе работы катализатор закоксовывается до содержания кокса 10-30%. Содержание кокса тем меньше, чем выше парциальное давление H2 . несмотря на снижение уд.поверхности катализатора в 2-3 раза, его активность снижается незначительно. Объясняется это тем, что кокс отлагается на кислотных центрах катализатора, которые не принимают участия в реакциях гидрирования. При низких парциальных давлениях H2 закоксовываются также, и активные центры гидрирования-дегидрирования, и активность катализатора быстро снижается.
Азоторганические соединения лучше гидрируются на катализаторах, в которых часть кобальта замещена никелем. Алюмкобальтникельмолибденовые катализаторы содержат 10-15% металлов при атомном соотношении Со:Ni:Мо от 1:1:2 до 1:2:6.
С повышением температуры скорость реакций гидрирования увеличивается. Температура процесса сильно зависит от состава сырья (250-420 0С).– 400-420 0С
Масл.фр. – 280-300 0С
Остат.фр. – 420-450 0С (так как остатки гидроочищаются с большим трудом).
Реакции гидроочистки – экзотермичны, но тепло отводить обычно не требуется, так как ↑t0 на выходе из реактора обычно не превышает 10 0С.
Парциальное давление H2 c увеличением м.м. сырья желательно ↑, так как увеличивается степень очистки.
Дата добавления: 2015-06-12; просмотров: 1462;