Обработка на протяжных станках
Протягивание – способ обработки поверхности заготовки специальным инструментом – протяжкой, зубья которой за один ход снимают весь припуск  . Припуски под протягивание отверстий составляют 0,5…1,5 мм на диаметр, в зависимости от диаметра отверстия. Точность обработки – 8…7 квалитеты. Для глубоких отверстий припуск увеличивается на 25…50 %. Достигаемая шероховатость поверхности
. Припуски под протягивание отверстий составляют 0,5…1,5 мм на диаметр, в зависимости от диаметра отверстия. Точность обработки – 8…7 квалитеты. Для глубоких отверстий припуск увеличивается на 25…50 %. Достигаемая шероховатость поверхности  мкм.
мкм.
По конструкции зубьев протяжки бывают: режущие и уплотняющие.
Разность высоты двух смежных зубьев определяет толщину слоя металла, срезаемого каждым зубом протяжки, или размер подъёма на зуб, который зависит от свойств материалов заготовки и инструмента, жёсткости заготовки, формы протягиваемого отверстия и др.
Разделение широких стружек достигается изготовлением на зубьях стружкоразделительных канавок, количество которых достигает 6…12. Количество калибрующих зубьев составляет 3…8.
На рис. 14.5 представлены конструкции протяжек, наиболее распространённой среди которых является круглая протяжка (рис. 14.5 а).
Для протягивания глубоких отверстий используют протяжки с винтовыми зубьями (рис. 14.5 б).
Протяжка с уплотняющими зубьями представлена на рис. 14.5 в.
Шлицевая протяжка с прямыми зубьями представлена на рис. 14.5 г., с угловыми зубьями – на рис. 14.5 д, с ёлочными зубьями – на рис. 14.5 е.
Для протягивания многогранных отверстий используют квадратные, шестигранные, прямоугольные и др. профиля протяжки.
Шпоночные протяжки предназначены для протягивания в отверстиях шпоночных канавок.
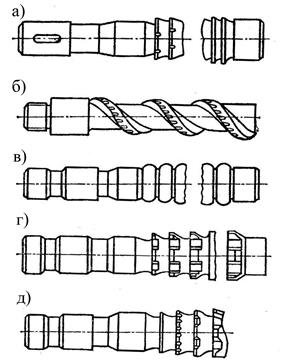
Рис. 14.5. Конструкции протяжек для различных работ
Дата добавления: 2015-04-07; просмотров: 1244;