Обработка на сверлильных станках
Сверлильные станки подразделяются на универсальные, специализированные и специальные.
К универсальным станкам относятся:
- вертикально-сверлильные;
- радиально-сверлильные;
- настольно-сверлильные и др.
К специализированным станкам относятся:
- станки для глубокого сверления.
К специальным станкам относятся:
- агрегатные многошпиндельные сверлильные станки.
Виды обработки, которые могут выполняться на сверлильных станках, представлены на рис. 14.1.

Рис. 14.1. Виды работ, выполняемых на сверлильных станках
Сверление отверстий (рис. 14.1 а) производится при вращении сверла и его осевой подаче. Инструмент – спиральное сверло или сверло другой конструкции. При сверлении достигается точность диаметра по 11…12 квалитетам.
Зенкерование отверстий (рис. 14.1 б) выполняется зенкером и служит для улучшения геометрической формы ранее просверленного цилиндрического отверстия. Точность отверстия после зенкерования повышается на один квалитет.
Развёртывание отверстий (рис. 14.1 в) выполняется после зенкерования для устранения грубых следов этой обработки. Конфигурацию и расположение оси отверстия развёртыванием не исправляется. Достижимая точность – 7…8 квалитеты. Шероховатость поверхности отверстия – до  мкм.
мкм.
Нарезание резьбы (рис. 14.1 г) выполняют метчиками различных конструкций после сверления отверстия. При этом необходимо обеспечить обратный ход шпинделя для вывёртывания метчика из заготовки после нарезания резьбы.
Зенкование (рис. 14.1 д) используют для снятия фаски после сверления отверстия, что можно использовать для установки винта с потайной головкой.
Цекование (рис. 14.1 е) выполняется для подрезания торца бобышки заготовки или для получения ступенчатого отверстия.
При сверлении глубоких отверстий на обычных сверлильных станках спиральные свёрла не обеспечивают правильное направление и прямолинейность оси отверстия. При этом, из-за чрезмерной податливости сверла происходит его увод в сторону от направления теоретической оси отверстия.
Чтобы предотвратить недостатки свёрл при сверлении глубоких отверстий применяют следующие способы и приёмы работы:
1) небольшие подачи и тщательная симметричная заточка свёрл, с наблю-
дением за их износом и налипанием металла на режущие кромки, а также обеспечение необходимого охлаждения сверла;
2) предварительное засверливание коротким сверлом большого диаметра (с углом  , которое особенно часто применяется при работе на револьверных станках и автоматах;
, которое особенно часто применяется при работе на револьверных станках и автоматах;
3) сверление с помощью кондукторных втулок;
4) сверление при вращающейся заготовке, при котором происходит самоцентрирование сверла.
Конструкции специальных свёрл для глубокого сверления предусматривают создание надёжного направления осевого движения режущей части сверла по поверхности уже просверленной части отверстия (рис. 14.2). Простейшим видом такого сверла является пушечное сверло (рис. 14.2 а). У этого сверла име-
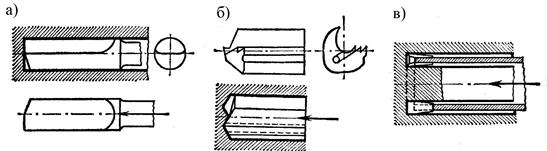
Рис. 14.2. Виды специальных свёрл
ется только одна режущая кромка и длинная направляющая часть сверла. Соприкосновение направляющей части с поверхностью просверленной части отверстия происходит по дуге несколько большей 1800. Вероятность заедания сверла в отверстии достигается небольшой конусностью направляющей части сверла.
Более совершенным видом сверла для глубокого сверления является ружейное сверло (рис. 14.2 б). Направляющая часть сверла охватывает дугу окружности 2500…2600. Рабочую часть таких свёрл делаю конической в направлении от режущей кромки к стержню.
Охлаждающая жидкость в ружейных свёрлах подаётся в зазор между сте-ржнем и поверхностью отверстия под большим давлением.
Ружейные свёрла могут работать не только по предварительно расточенным отверстиям, но и по сплошному металлу.
Применяемые подачи – 0,02…0,05 мм/об.
Наиболее совершенным видом сверла для глубокого сверления является пустотелое сверло (рис. 14.2 в). При использовании такого сверла в стружку превращается только кольцеобразная часть удаляемого металла. Внутренняя часть остаётся целой и, после окончания сверления, удаляется в виде цилиндрического стержня. Свёрла этого вида состоят из головки с вставными ножами, которая соединяется с державкой сверла с помощью резьбы.
Дата добавления: 2015-04-07; просмотров: 1795;