ВПЛИВ ФАКТОРІВ ТЕХНОЛОГІЧНОГО ХАРАКТЕРУ НА ДОВГОВІЧНІСТЬ СТАЛЕВИХ КАНАТІВ
Сталеві канати уявляють собою багатодротовий композит, технічний стан якого суттєво впливає на безвідмовність роботи підйомно-транспортного обладнання різного призначення. Напрацювання його залежить від фізико-механічних характеристик вихідного матеріалу, технології виготовлення та умов експлуатації. Основною причиною виходу із ладу гнучких виробів є втомне руйнування їх елементів за рахунок діяння сукупності навантажень різного характеру та динамічного коливання усієї системи. Одним із шляхів підвищення довговічності сталевих канатів є правильний вибір параметрів звивання дротів з урахуванням конструкції та режимів експлуатації.
Основним фактором виробничого характеру, які в найбільшій мірі впливають на довговічність сталевих канатів, є вибір раціональних параметрів звивання кручених виробів. З цього питання розроблено ряд рекомендацій, серед яких необхідно відзначити наступні. Нестеровим П.П. запропоновано усі сукання сталок типу ТД звивати із однаковими початковими напруженнями у крайніх волокнах дротів при відносних здовженнях у межах  = (3,24…2,35) %. Д.Г. Житков, виходячи з умов щільного звивання, рекомендує наступні відносні здовження
= (3,24…2,35) %. Д.Г. Житков, виходячи з умов щільного звивання, рекомендує наступні відносні здовження  = (1,7..2,0) % [1]. У цьому напрямку було проведено безліч досліджень різними науковцями. У результаті цих досліджень було визначено, що незалежно від конструкції канату слід приймати раціональне значення
= (1,7..2,0) % [1]. У цьому напрямку було проведено безліч досліджень різними науковцями. У результаті цих досліджень було визначено, що незалежно від конструкції канату слід приймати раціональне значення
відносного здовження крайнього волокна дротів, що виходять на поверхню канату,  = (2,4…3,4) %, при рівності кутів звивання.
= (2,4…3,4) %, при рівності кутів звивання.
На жаль, у теперішній час 90 % канатів, що випускаються, підлягають попередній деформації. Тому не може бути однакових початкових напружень в крайніх волокнах дротів, так як деформування в процесі звивання знімає початкові пружні напруження. З метою усунення зазначеного недоліку розроблена та пройшла заводські випробування електронна система автоматичного регулювання натягу сталок в процесі звивання канату (рис. 1).
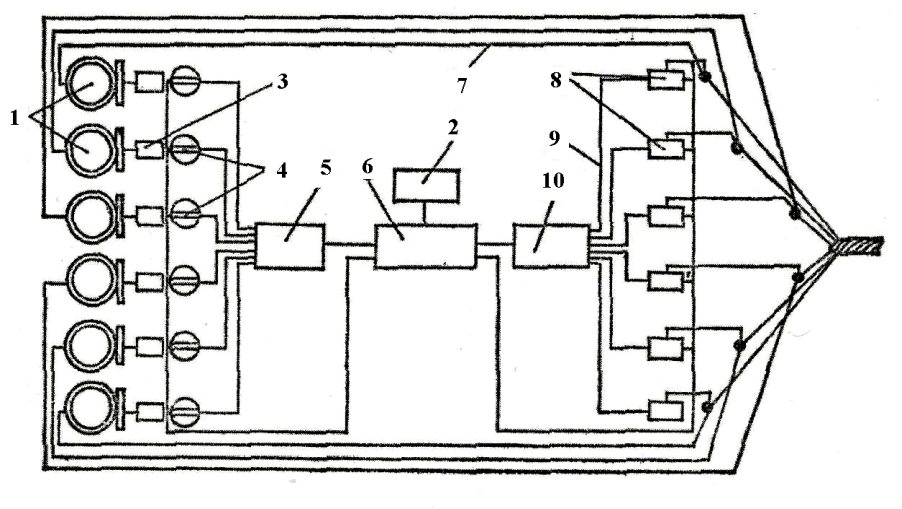
Рисунок 1 – Електронна система автоматичного регулювання
Робота запропонованої системи автоматичного регулювання здійснюється наступним чином. При зміненні натягу в однієї зі сталок 7 в датчику 8 виникає сигнал розугоджування, який по лінії зв`язку 9 поступає на схему порівняння електронного комутатора 10 дискретної дії опитуваним пристроєм. З останнього сигнал інформації поступає на електронний підсилювач 6, звідки сигнал, підсилений по напрузі та струму, подається на перемикач 5 виконавчих механізмів, що складаються із реверсивних двигунів 4, редукторів 3, гальмових барабанів 1. У даній системі є пристрій, за
допомогою якого у схемі порівняння можна встановити заданий натяг дроту при звиванні сталок і останніх при звиванні канату, а також заданий натяг окремих шарів при звиванні багатошарових канатів і реле контролю 2 – задані межі змінення різниці натягу між окремими елементами крученого виробу.
Таким чином, результати апробації показали, що автоматичне регулювання натягу елементів у процесі звивання різко підвищує довговічність канату за рахунок рівномірного розподілу навантажень та однаковому натягу усіх елементів (дротів, сталок) сталевого канату при навантажені.
Дата добавления: 2015-05-28; просмотров: 1078;