Плоское и круглое шлифование
При плоском шлифовании периферией круга обрабатываемой заготовке придаются движения продольной подачи Sпр со скоростью vu и поперечной подачи Sn. После прохода по всей обрабатываемой поверхности шлифовальному кругу дается движение вертикальной подачи Sв, в результате которого он перемещается на величину глубины резания t.
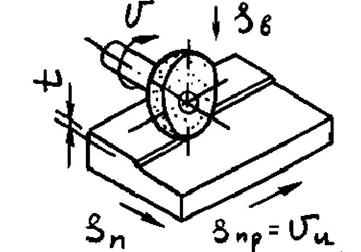
Рис.11.15. Схема плоского шлифования.
Глубина резания назначается в пределах 0,005…0,015 мм при чистовых проходах и 0,015…0,15 мм при черновых проходах. Поперечная подача зависит от ширины круга и назначается на чистовых проходах 0,2…0,3, а на черновых 0,4…0,7 его ширины.
Скорость продольной подачи заготовки назначается в пределах от 3 до 30 м/мин. Скорость резания не рассчитывается и не регулируется.
Основное технологическое время рассчитывается по формуле:
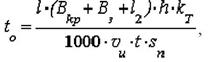
где: l – длина хода стола с заготовкой, мм; Bkp – ширина круга, мм; Вз – ширина заготовки, мм;
l2 – величина перебега с каждой боковой стороны перепега, мм;
h – величина припуска, мм;
vu – скорость продольной подачи, м/мин;
sn – поперечная подача, мм/х. или мм/дв.х.;
t – глубина резания, мм;
кТ – коэффициент точности (1,2…1,5).
Круглое шлифование может осуществляться методами продольной подачи, глубинным, врезания и бесцентрового шлифования.
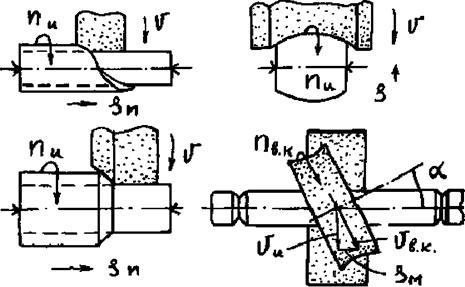
Рис.11.16. Методы круглого шлифования.
При бесцентровом шлифовании продольная подача sM изделия происходит за счет поворота ведущего круга.

где: λ – коэффициент, учитывающий проскальзывание круга.
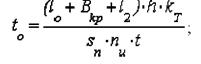
Основное технологическое время определяется:
при шлифовании методом продольной подачи
при глубинном методе
при шлифовании методом врезания

при бесцентровом шлифовании
где: l0 – длина обрабатываемой поверхности;
Bkp – ширина шлифовального круга, мм;
sn – продольная подача, мм/об;
nu – частота вращения изделия, об/мин;
h – припуск на обработку, мм;
t – глубина резания, мм;
sM – минутная подача, мм/мин;
m – число деталей в партии, шлифуемых одним потоком;
kT – коэффициент точности.
Кроме жесткого шлифования твердыми кругами в практике машиностроения в последнее время находит все расширяющееся применение мягкое шлифование абразивными лентами, лепестковыми кругами и в среде свободного абразива.
[1] Старков В.К. Обработка резанием. Управление стабильностью и качеством в автоматизированном производстве. М.: Машиностроение, 1989. - 296 с. ил.
[2] http://www.texnologia.ru/documentation/cutting_of_metals/7.html
[3] http://www.texnologia.ru/documentation/cutting_of_metals/5.html
Дата добавления: 2015-05-21; просмотров: 1792;