Нарезание резьбы
Нарезание резьбы может производиться резьбовыми резцами методом точения, вихревым методом, метчиками или плашками. Резьбовыми резцами нарезаются как крепежные, так и ходовые резьбы. Вихревым методом с помощью специальных вихревых головок нарезаются в большинстве случаев ходовые резьбы на деталях типа ходовых винтов металлорежущих станков. Метчиками и плашками нарезаются, как правило, крепежные резьбы.
Нарезание резьбы резцами (методом точения) может производиться по профильной или генераторной схемам (рис.17.1).
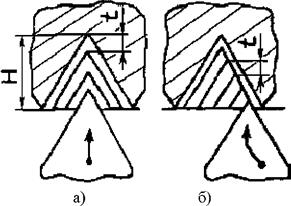
Рис.11.11. Нарезание резьбы резцами: а) по профильной и б) генераторной схемам.
Полный профиль резьбы нарезается за несколько проходов резца. После каждого прохода резец совершает холостой ход и возвращается в исходное положение, смещается на величину глубины резания и снова «проходит» по резьбе. Число проходов i зависит от шага Р нарезаемой резьбы и примерно равно удвоенному его значению. Глубина резания равна доле высоты профиля, приходящейся на один проход. Подача равна шагу резьбы р.

Расчет оптимальной скорости резания вед'тся по известной вам формуле расчета скорости при точении:
Основное технологическое время определяется с учетом времени на обратный ход резца и числа заходов резьбы.
где: L – длина хода, мм;
p – шаг резьбы, мм;
nр.х. – частота вращения шпинделя при рабочем ходе резца, об/мин.;
nx.x. – частота вращения шпинделя при холостом ходе резца, об/мин.;
i – число проходов;
q – число заходов резьбы.
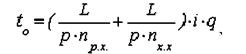
Нарезание резьбы метчиками и плашками может проводиться на токарных, сверлильных и многооперационных станках.
Рис. 11.12.Схемы нарезания резьбы:а) метчиком и б) плашкой,
nм – частота вращения метчика; nu – частота вращения изделия, на котором нарезается резьба.
Главное движение (вращательное) может придаваться как изделию, так и режущему инструменту. Движение подачи – поступательное вдоль оси. Глубина резания равна высоте профиля резьбы, подача – ее шагу.

Вихревое нарезание резьбы осуществляется с помощью специальных вращающихся (вихревых) головок, которые устанавливаются на поперечных салазках токарных станков.
Нарезаемый винт пропускается через отверстие головки и закрепляется в центрах или в патроне и центре задней бабки станка. Главным движением является вращательное движение вихревой головки с закрепленными в ней резцами. Движение круговой подачи придается нарезаемому винту, а продольной - вихревой головке вдоль оси вращения винта. Вихревое нарезание резьбы по сути своей есть процесс фрезерования канавки между витками резьбы.
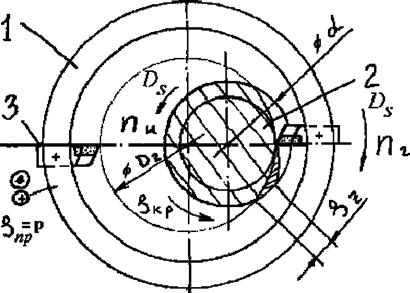
Рис. 11.13. Схема вихревого нарезания резьбы:1 – вихревая головка, 2 – нарезаемое изделие – винт, 3 – резьбовой резец, Dг – диаметр головки; d – диаметр изделия нарезаемого винта, Sкр – круговая подача, мм/зуб, Sпр – продольная подача, мм/об.
Глубина резания при нарезании резьбы за один проход равняется высоте профиля резьбы, а при нарезании за несколько проходов – части профиля.

где: H – высота профиля нарезаемой резьбы, мм;
A – припуск на чистовой проход, мм
Величина продольной подачи равняется шагу резьбы:

Скорость резания зависит от частоты вращения вихревой головки:
где: Dг. - диаметр рабочей окружности головки, на которой располагаются вершины резцов головки, мм; nг – частота вращения головки, мин-1
Расчет оптимальной скорости резания ведется по формуле:
где пг – частота вращения головки, об/мин; sZ – круговая подача, мм/зуб.
Величина круговой подачи на зуб - перемещение поверхности резания за время поворота головки на один зуб, регулируется путем изменения частоты вращения обрабатываемого изделия nu. Величину ее можно определить исходя из следующих рассуждений. За время одного оборота нарезаемого изделия – винта, резцами прорезается канавка длиной l0, в течение одной минуты прорезается канавка длинной 4 в nu раз большая.
За время одной минуты все резцы сделают N срезов, число которых равно произведению числа резцов Z в головке и частоты ее вращения N=Z пг Доля длины канавки, приходящаяся на один срез и есть подача на зуб sZ. Для определения ее величины остается лишь разделить длину прорезанной в течение одной минуты канавки lk на число срезов N, сделанных в течение одной минуты.

На основании этой зависимости следует назначить частоту вращения изделия (винта) nи , соответствующую выбранной и принятой величине подачи на зуб sz.
где: nu – частота вращения шпинделя станка и нарезаемого винта, об/мин;
sZ – выбранная величина подачи на зуб, мм/зуб;
β – угол подъема резьбы;
Z – число резцов в головке;
nг — частота вращения головки, об/мин.;
du — наружный диаметр нарезаемой резьбы, мм.
Величина SZ выбирается по таблицам справочной литературы в пределах от 0,4 до 1,2 мм на зуб в зависимости от механических свойств обрабатываемого материала.
Основное технологическое время определяется по формуле
Вихревое нарезание резьбы обеспечивает высокое качество ее и высокую производительность за счет малого числа проходов.
Дата добавления: 2015-05-21; просмотров: 2058;