Новые способы резания
Для резания тонких заготовок древесины и древесных материалов используют устройства на основе оптических квантовых генераторов − лазеров.
Лазер состоит из активного вещества, помещенного в оптический резонатор, и источника возбуждения. В активном веществе происходит преобразование энергии, поступающей от источника возбуждения, в монохроматическое (с неизменной длиной волны) когерентное (согласованное по фазе) излучение светового диапазона, а в оптическом резонаторе − накопление световой энергии и формирование узконаправленного излучения. В результате осуществляется узколокализованный нагрев обрабатываемого материала до разрушающих его высоких температур. Древесина и древесные материалы в зоне воздействия лазерного луча превращаются в нагретые газы.
Технологические возможности установок для лазерного резания характеризуют потери древесины (ширина образуемой зоны прожига) и производительность резания (скорость перемещения луча относительно материала). Для тонких листовых материалов ширина зоны прожига составляет 0,3...0,4 мм, для фанеры толщиной 18 мм - 0,7 мм. Поскольку лазерный луч сжигает древесину лишь в области фокуса, деление толстых образцов (50 мм и более) затруднено. Может потребоваться многократный проход луча через материал по аналогии с последовательным углублением зубьев пилы в дно пропила. Данные по производительности лазерного деления, пог.м/мин, различных древесных материалов (мощность лазера 240 Вт) приведены ниже.
При применении лазера для раскроя листовых и плитных древесных материалов обеспечиваются высокое качество поверхностей кромок и минимальные потери материала на разделение при получении чистовых деталей различной конфигурации (без припусков на дальнейшую обработку). Отсутствуют отходы в виде твердых опилок, шум и пыль, расширяются возможности автоматизации. К недостаткам относятся значительно большая, чем лезвийного резания, энергоемкость процесса лазерного деления, дороговизна оборудования, ограниченная сфера технологического применения и другие.
19. Лезвие: поверхности, утлы, кромки. Роль лезвия в процессе резания.
Лезвие – клиновидный элемент режущего инструмента. Оно предназначено для проникновения в материал заготовки и отделения срезаемого слоя.
Лезвие в поперечном сечении имеет форму клина. Его элементами являются передняя поверхность, одна или несколько задних поверхностей, режущие кромки и углы.
В процессе резания главную роль играет режущая часть клина резца – лезвие. Под геометрией лезвия понимают совокупность характеристик его формы и расположения в пространстве. Лезвие 3 перемещается относительно заготовки 4 (рис. 1.1), образуя стружку 2. В режущей части клина резца можно выделить следующие элементы: переднюю поверхность Аγ,контактирующую со срезаемым слоем 1 и стружкой; заднюю поверхность Аα,обращенную к формируемой в заготовке поверхности резания Рn;режущую кромку 5, образованную пересечением передней и задней поверхностей. В более сложных случаях полузакрытого и закрытого резания следует различать режущие кромки: главную и вспомогательные. Соответственно у лезвия выделяют задние поверхности: главную, примыкающую к главной режущей кромке, и вспомогательные, примыкающие к вспомогательным режущим кромкам. Главной считается режущая кромка, формирующая большую сторону сечения срезаемого слоя. Вспомогательные режущие кромки формируют меньшие стороны. Точку пересечения главной и вспомогательной режущих кромок называют вершиной лезвия.
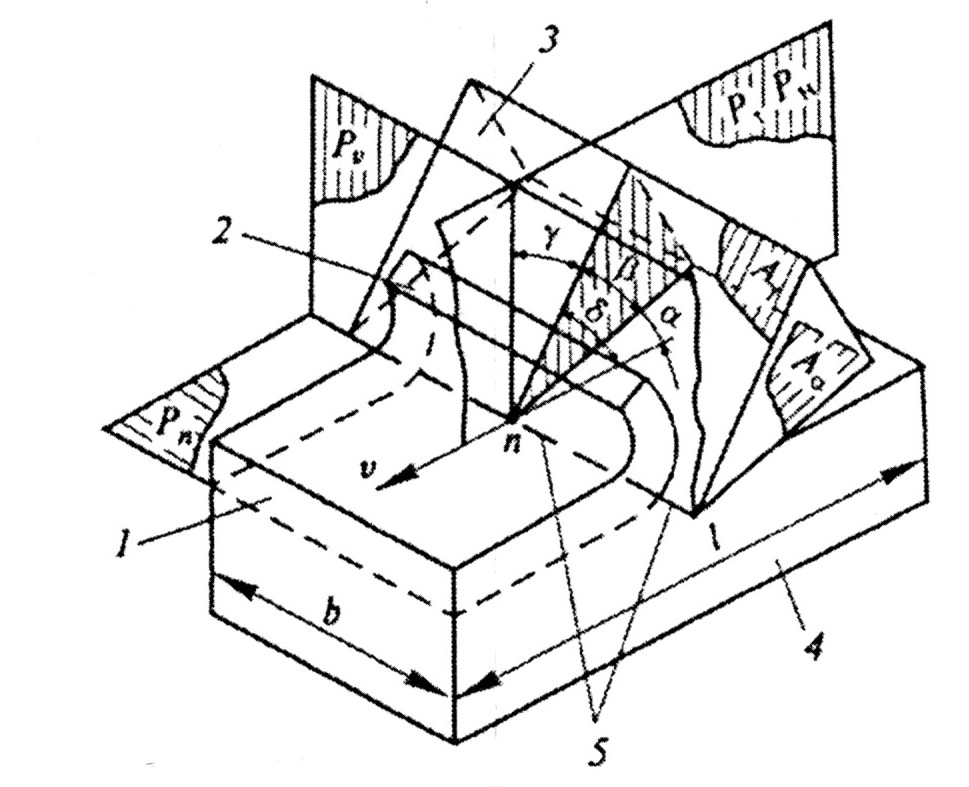
Рис. 1.1. Геометрия лезвия 1 – срезаемый слой; 2 – стружка; 3 – лезвие;
4 – заготовка; 5 – режущая кромка
Передняя и задняя поверхности могут иметь любую форму (вогнутую, выпуклую или ломаной линии). Сопряжение режущих кромок может быть выполнено радиусным или точечным.
Положение режущих кромок и поверхностей лезвия в пространстве определяет угловые параметры процесса резания. Для определения углов установлены исходные координатные плоскости: основная плоскость и плоскость резания (рис. 1.1).
Основная плоскость Pv − координатная плоскость, проведенная через рассматриваемую точку n режущей кромки перпендикулярно направлению скорости главного v или результирующего ve движения резания в этой точке. Плоскость резания Рn - координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости Pv.
Дополнительными координатными плоскостями являются главная и нормальная секущие плоскости. Главная секущая плоскость Рτ - координатная плоскость, перпендикулярная линии пересечения основной плоскости Pv и плоскости резания Рn.Нормальная секущая плоскость Рн - плоскость, перпендикулярная режущей кромке в рассматриваемой точке (на рис. 1.1 плоскости Рτи Рн совпадают).
Углы резания при наличии дополнительных рабочих движений и обработка ножом, повернутым в плане к направлению скорости резания.
Выделяют также рабочую плоскость Ps,в которой расположены векторы скоростей главного движения резания v и движения подачи vs (показана на рис. 1.2).
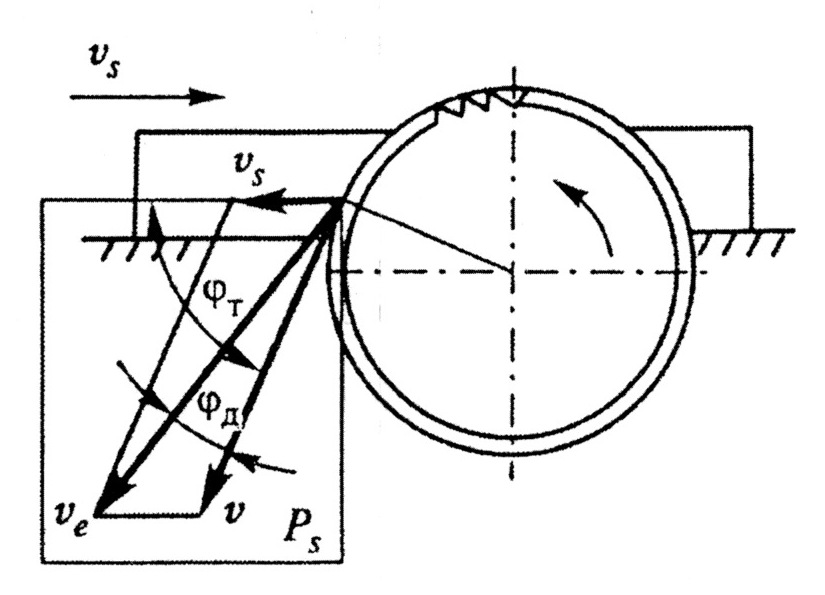
Рис. 1.2 – Положение рабочей плоскости Ps в процессе пиления
Угловые параметры резания характеризуются главными (при главной режущей кромке) и вспомогательными (при вспомогательной режущей кромке) углами, углом наклона главной режущей кромки.
Различают следующие углы (показаны на рис. 1.1 для главной режущей кромки):
- γ – передний угол, угол в секущей плоскости Рτмежду передней поверхностью лезвия Аγи основной плоскостью Pv;
- α–задний угол, угол в секущей плоскости Рτмежду задней поверхностью лезвия Аαи плоскостью резания Рп;
- β– угол заострения, угол в секущей плоскости Рτмежду передней Аγ и задней Аαповерхностями лезвия.
Сумма заднего угла а и угла заострения р называется углом резания δ:
δ = α + β.
Между главными углами существует простейшая связь:
α + β + γ = 90°.
Дата добавления: 2015-05-16; просмотров: 991;