Шлифовальные шкурки. Классификация и основные параметры.
Шлифовальная шкурка – абразивный инструмент состоящий из гибкой основы с нанесенным на нее одним или несколькими слоями абразивного материала, закрепленного связкой с дополнительным покрытием.
Шлифовальную шкурку (рис. 5) можно рассматривать как многолезвийный инструмент с большим числом режущих элементов – абразивных зерен с режущими кромками. Зерна 1 из электрокорунда, карбида кремния или других абразивных материалов посредством связки 2 из животного клея, карбамидной или фенольной смолы связаны друг с другом и с основой 3 из бумаги, ткани, фибры или комбинации этих материалов.
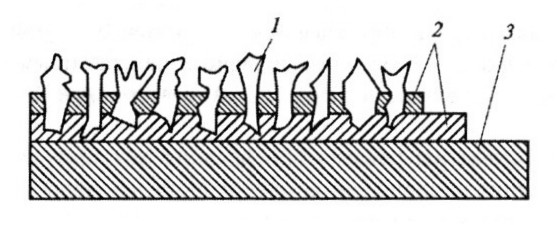
Рис. 5. Структура шлифовальной шкурки
Абразивные материалы разделяются по крупности зерна на следующие группы и номера зернистости (ГОСТ 3647–80):
Группы Номера зернистости
Шлифзерно................................. 200, 160, 125, 100, 80, 63, 50,40, 32, 25, 20, 16
Шлифпорошки............................ 12, 10, 8, 6, 5,4, 3
Микропорошки........................... М63, М50, М40, М28, М20, М14
Тонкие микропорошки............... М10, М7, М5
Номер зернистости характеризует крупность зерен основной фракции (части) зернового состава: для шлифзерна и шлифпорошков он соответствует размеру (в сотых долях миллиметра) стороны ячейки сита, на котором задерживаются зерна основной фракции; для микропорошков и тонких микропорошков он равен наибольшему линейному размеру (в микрометрах) зерна в поперечнике.
26. Требованиям техники безопасности к дереворежущему инструменту. +См вопрос 2
Удовлетворение техники безопасности инструмента в основном зависит от правильного выбора материала инструмента, правильной термической его обработки, от угловых и линейных параметров и конструктивных форм инструмента.
При проектировании инструмента должны быть учтены и экономические соображения: стоимость его изготовления и срок службы (долговечность). Рациональная конструкция инструмента должна способствовать станочной обработке его частей с минимальным применением слесарных ручных работ, так как последние не обеспечивают необходимой точности изготовления инструмента и к тому же удорожают его стоимость.
Сложные инструменты целесообразно конструировать составными или со вставными режущими элементами. Последний вариант целесообразно (в экономическом отношении) осуществлять в случае применения вставных резцов из быстрорежущей стали или твердых сплавов.
Эффективным мероприятием является нормализация режущего инструмента, обращающегося в данном производстве. Это первоочередная задача в деле рационализации инструментального хозяйства.
Дата добавления: 2015-05-16; просмотров: 1315;