Разливка стали
Выплавленную сталь выпускают из плавильной печи в разливочный ковш, из которого ее разливают в изложницы или кристаллизаторы установок для непрерывной разливки стали.
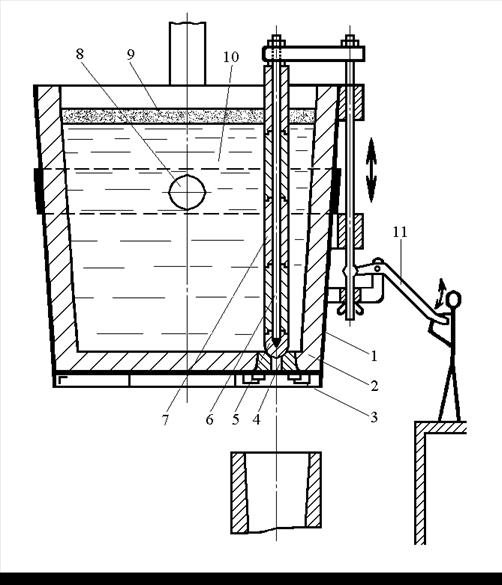
В изложницах или кристаллизаторах сталь затвердевает, и получаются слитки, которые затем подвергают обработке давлением — прокатке, ковке.Сталеразливочный ковш (рис. 1.12) имеет стальной сварной кожух 1, выложенный изнутри огнеупорным кирпичом 2. В дне ковша имеется керамический стакан 3 с отверстием 4 для выпуска стали. Отверстие в стакане закрывается и открывается стопорным устройством. Стопорное устройство имеет стальную штангу 6, на конце которой укреплена пробка 5 из огнеупорного материала. На штангу надеты трубки 7 из огнеупора, предохраняющие ее от расплавления жидкой сталью. Стопор поднимают и опускают рычажным механизмом 11 вручную или с помощью гидравлического привода с дистанционным управлением. Ковш за две цапфы 8 поднимается краном. Емкость ковша выбирают в зависимости от емкости плавильной печи с учетом слоя шлака 9 (100 …200 мм), предохраняющего зеркало металла 10в ковше от охлаждения при разливке. Обычно емкость ковшей 5…260 т. Для крупных плавильных агрегатов применяют ковши емкостью 350…480 т.
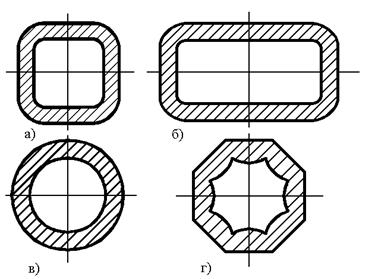
Изложницы — чугунные формы для изготовления слитков. Конфигурация изложниц характеризуется формой поперечного и продольного сечений и зависит от сорта заливаемой стали и назначения слитка. Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями (рис. 1. 12).
Слитки квадратного сечения (рис. 1. 12, а)прокатывают на сортовой прокат (двутавровые балки, швеллеры, уголки и т. д.); слитки прямоугольного сечения (рис. 1. 12, б)с отношением ширины к толщине 1,5…3,0 – на лист; из слитков круглого сечения (рис. 1. 13, в) изготовляют трубы, колеса. Многогранные слитки (рис. 1. 13, г) используют для поковок.

Для разливки спокойной стали, применяют изложницы, расширяющиеся кверху (рис. 1. 14, б),для разливки кипящей стали — изложницы, расширяющиеся книзу (рис. 1. 14, а).
Изложницы, расширяющиеся кверху, обычно имеют дно, а расширяющиеся книзу делают сквозными, без дна. Изложницы для разливки спокойной стали имеют прибыльные надставки 8 (рис. 1. 14, б),футерованные изнутри огнеупорной массой 9 с малой теплопроводностью. Сталь в прибыльной надставке дольше находится в жидком состоянии и питает затвердевающий слиток металлом, благодаря чему уменьшается глубина усадочной раковины, улучшается качество слитка, уменьшаются отходы при обрезке его головной части.
Размеры изложниц зависят от массы слитка. Для прокатки отливают слитки от 200 кг до 25 т; для поковок — массой до 250 т.
Экономически более целесообразна разливка стали в крупные слитки, так как при этом сокращаются затраты труда, на огнеупоры, потери металла, уменьшается продолжительность разливки. Однако масса слитка ограничивается мощностью прокатного оборудования и ухудшением качества слитка из-за неравномерности химического состава в различных его местах. Обычно углеродистые спокойные и кипящие стали разливают в слитки массой до 25 т, легированные и высококачественные стали – в слитки от 500 кг до 7 т, а некоторые сорта высоколегированных сталей в слитки массой несколько сот килограммов.
Способы разливки стали. Применяюттри основных способа разливки стали: в изложницы сверху; в изложницы сифоном; на установках непрерывной разливки стали (УНРС).
В изложницы сверху (рис. 1. 14, а)сталь заливают непосредственно из ковша 1.
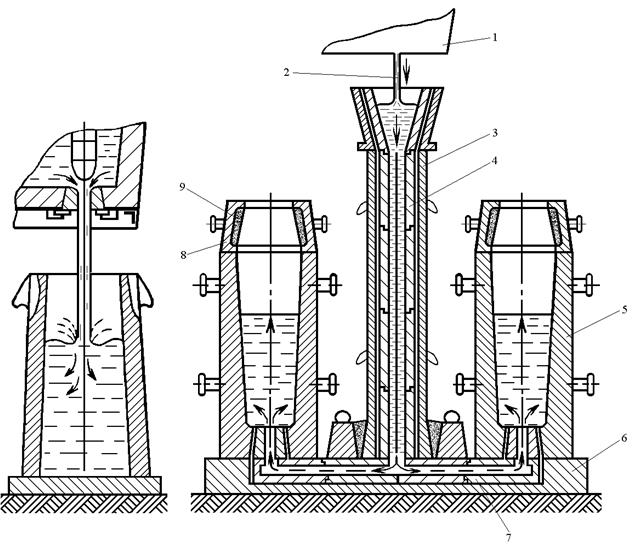
Рис. 1.14. Разливка стали в изложницы
При разливке сверху исключается расход металла на литники, проста подготовка оборудования к разливке, температура заливаемой стали может быть ниже, чем при сифонной заливке. Однако при разливке сверху сталь падает в изложницу с большой высоты, брызги металла застывают на стенках изложницы и ухудшают поверхность слитка, образуя окисные плены. Окисные плены не свариваются с телом слитка даже при прокатке, после которой необходимо зачищать поверхность заготовки для улучшения ее качества, что является очень трудоемкой операцией. При сифонной разливке (рис. 1. 14, б)сталью заполняют одновременно несколько изложниц (от 4 до 60). Изложницы устанавливают на поддоне 6, в центре которого находится центровой литник 3, футерованный огнеупорными трубками 4, соединенный каналами, выполненными из огнеупорных пустотелых кирпичей 7, с нижними частями изложниц. Сифонная разливка основана на принципе сообщающихся сосудов: жидкаясталь 2 из ковша 1 поступает в центровой литник и через каналы заполняет изложницы 5 снизу. Этот способ разливки обеспечивает плавное, без разбрызгивания заполнение изложниц, поверхность слитка получается чистой, сокращается продолжительность разливки, можно разливать большую массу металла одновременно на несколько мелких слитков. Однако при сифонной разливке повышается трудоемкость подготовки оборудования, увеличивается расход огнеупоров, появляется необходимость в расходовании металла на литники (до 1,5 % от массы заливаемой стали), в перегреве металла в печи до более высокой температуры, так как при течении по каналам он охлаждается.
Оба способа разливки широко применяют. Для обычных углеродистых сталей используют разливку сверху; для легированных и высококачественных сталей – разливку сифоном.
Непрерывная разливка стали (НРС) (рис. 1.15) состоит в том, что жидкую сталь из ковша 1 через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна – кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 4.
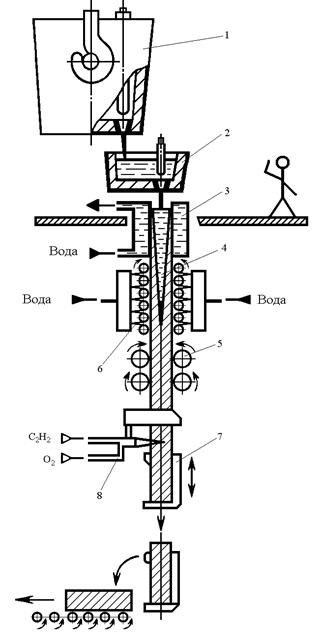
Рис. 1.15. Схема разливки стали на машинах непрерывного литья
Перед заливкой металла в кристаллизатор вводят затравку, образующую его дно. Затравка имеет головку в форме ласточкина хвоста. Жидкий металл, попадая в кристаллизатор и на затравку, охлаждается, затвердевает, образуя корку. Затравка тянущими валками 5 вытягивается из кристаллизатора вместе с затвердевающим слитком, сердцевина которого находится в жидком состоянии. Скорость вытягивания слитка из кристаллизатора зависит от сечения слитка. Например, скорость вытягивания прямоугольных слитков сечением 150×500 мм и 300×2000 мм ~1 м/мин.
На выходе из кристаллизатора слиток охлаждается водой, подаваемой через форсунки в зоне 6 вторичного охлаждения. Из зоны вторичного охлаждения слиток выходит полностью затвердевшим и попадает в зону 7 резки, где его разрезают газовым резаком 8 на куски заданной длины. Для предотвращения приваривания слитка к стенкам кристаллизатора последний совершает возвратно-поступательное движение с шагом 10…50 мм и частотой 10…100 циклов в минуту, а рабочая поверхность кристаллизатора смазывается специальными смазками. Высота кристаллизатора 500…1500 мм.В них получают слитки прямоугольного поперечного сечения с габаритными размерами от 150×500 до 300×2000 мм, квадратного от 150×150 до 400×400 мм, круглые в виде толстостенных труб. Вследствие направленного затвердевания и непрерывного питания при усадке в слитках непрерывной разливки отсутствуют усадочные раковины, они имеют плотное строение и мелкозернистую структуру. Поверхность слитка получается хорошего качества. Выход годных заготовок может достигать 96…98 % от массы разливаемой стали.
Дата добавления: 2015-04-25; просмотров: 2052;