Основные виды и схемы фрезерования.
При цилиндрическом фрезеровании ось фрезы параллельна обрабатываемой поверхности; работа осуществляется зубьями, расположенными на цилиндрической поверхности фрезы. При торцовом фрезеровании ось фрезы перпендикулярна к обработанной поверхности; в работе участвуют зубья, расположенные как на торцовой, так и на цилиндрической поверхности фрезы. Торцовое и цилиндрическое фрезерование можно выполнять двумя способами: встречным фрезерованием, когда направление подачи s противоположно направлению вращения фрезы (рис. 97, а), и попутным фрезерованием (рис. 97,6), когда направление подачи s совпадает с направлением вращения фрезы.
|
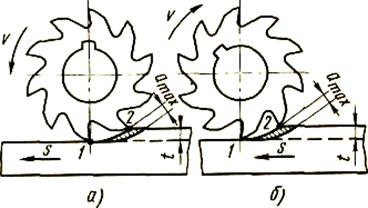
Рис. 97. Схемы встречного (а) и попутного (б) фрезерования
При встречном фрезеровании нагрузка на зуб фрезы увеличивается постепенно, резание начинается в точке 1 и заканчивается в точке 2 с наибольшей толщиной аmax срезаемого слоя (рис. 97, а).
При попутном фрезеровании зуб начинает резание со слоя наибольшей толщины, поэтому в момент входа зуба в контакт с обрабатываемой заготовкой наблюдается явление удара. При встречном фрезеровании процесс резания происходит спокойнее, так как толщина срезанного слоя возрастает плавно и, следовательно, нагрузка на станок возрастает постепенно. Попутное фрезерование следует выполнять на станках, имеющих достаточную жесткость и виброустойчивость, и главным образом при отсутствии зазора
При обработке заготовок с черной поверхностью (по корке)
попутное фрезерование применять не следует, так как при врезании зуба фрезы в твердую корку происходит преждевременный износ и выход из строя фрезы. При фрезеровании заготовок с предварительно
обработанными поверхностями попутное фрезерование
предпочтительнее встречного, что объясняется следующим. При попутном фрезеровании заготовка прижимается к столу, а стол к направляющим, благодаря чему повышается жесткость инструмента и качество обработанной поверхности. При встречном же фрезеровании фреза стремится оторвать заготовку от поверхности стола.
Как при попутном, так и при встречном фрезеровании можно работать при движении стола в обоих направлениях, что позволяет выполнять черновое и чистовое фрезерование за одну операцию.
Для фрезерования заготовку устанавливают и закрепляют на столе станка. В единичном и мелкосерийном производстве для этого применяют универсальные приспособления (машинные тиски, прижимные планки и т. д.), а в серийном и массовом — специальные приспособления. На рис. 98 показаны схемы фрезерования поверхностей на универсальных фрезерных станках.
При фрезеровании на горизонтально-фрезерных станках, как правило, используют продольную Sпр и реже поперечную Sп и вертикальную SB подачи. На вертикально-фрезерных станках используют продольную и поперечную подачи в зависимости от пространственного расположения обрабатываемой поверхности, а вертикальную подачу практически не используют. Вертикальные поверхности на горизонтально-фрезерных станках (рис. 98, а) обрабатывают торцовыми насадными фрезами или фрезерными головками, а на вертикально-фрезерных (рис. 98, г) — концевыми фрезами.
Горизонтальные поверхности обрабатывают цилиндрическими фрезами на горизонтально-фрезерных станках (рис. 98,6) и торцовыми насадными фрезами на вертикально-фрезерных станках (рис. 98, в).
Узкие наклонные поверхности на горизонтально-фрезерных станках получают угловой фрезой (рис. 98, д). Широкие наклонные поверхности удобнее обрабатывать на вертикально-фрезерных станках с поворотной шпиндельной головкой (рис. 98, е) торцовой насадкой или концевой фрезами. Уступы и прямоугольные пазы на горизонтально-фрезерных станках обрабатывают соответственно дисковыми двухсторонними (рис. 98, ж) и трехсторонними (рис. 98,е), а на вертикально-фрезерных станках — концевыми (рис. 98, з, к) фрезами. Фасонные поверхности обрабатывают фасонными фрезами (рис. 98, л). Пазы типа «ласточкин хвост» и «Т-образные» обрабатывают на вертикально-фрезерных станках: сначала фрезеруют прямоугольный паз концевой фрезой, а затем концевой угловой (рис. 98, м) или Т-образной фрезой (рис. 98, р).
На горизонтально-фрезерных станках шпоночные пазы обрабатывают дисковыми фрезами (рис. 98, о), а на вертикально-фрезерных— концевыми или шпоночными фрезами (рис. 98, n). Одновременную обработку нескольких поверхностей выполняют набором фрез (рис. 98, и).
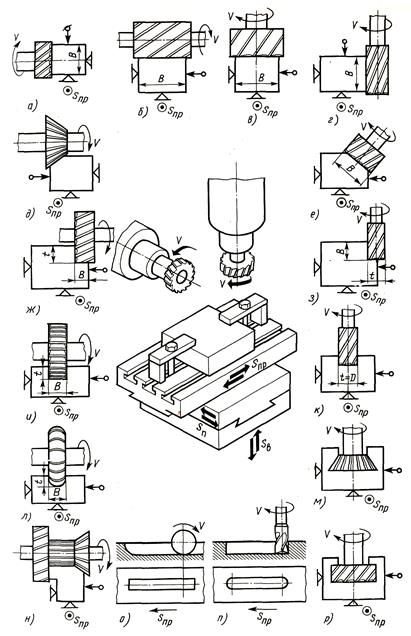
Рис. 98. Схемы фрезерования поверхностей.
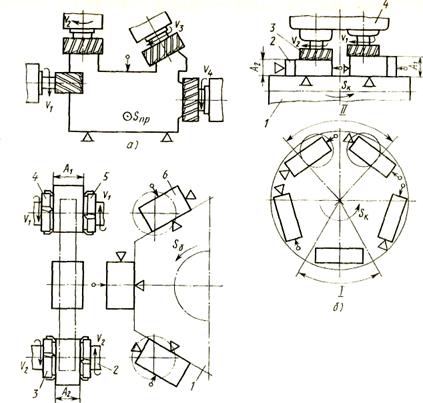
Рис. 99. Схемы фрезерования:
а — на продольно-фрезерном станке, б -на карусельно-фрезерном станке; 1— стол, 2—заготовка, 3 — фреза, 4 — фрезерная головка; I — зона загрузки, II — зона обработки; в — на барабанно-фрезерном станке; 1 — барабан, 2, 3. 4, 5—фрезы, 6 — заготовка
На продольно-фрезерных станках торцовыми и насадными фрезами обрабатывают вертикальные, горизонтальные, наклонные поверхности, уступы и пазы. Можно вести одновременную обработку нескольких поверхностей (рис. 99, а). Для обработки пазов используют соответствующие угловые и концевые фрезы. На карусельно-фрезерных станках обработку горизонтальных поверхностей (в основном торцовыми насадными фрезами) ведут при непрерывном вращении стола (рис. 99,6). Одна фреза выполняет черновую обработку в размер А1, вторая — окончательную обработку в размер А2. У барабанно-фрезерных станков стол-барабан имеет горизонтальную ось вращения; фрезы верхних фрезерных головок выполняют предварительную обработку (рис. 99,в) в размер А1, а фрезы нижних головок — окончательную обработку в размер А2. Вертикальные поверхности обрабатывают торцовыми насадными фрезами со вставными ножами, а сложные фасонные поверхности — на копировально-фрезерных станках.
Дата добавления: 2015-04-21; просмотров: 1707;