Основные сведения о станках фрезерной группы и их классификация.
Фрезерные станки в единой системе классификации станков составляют шестую группу, поэтому обозначение (шифр) любого фрезерного станка начинается с цифры 6. Различают две основные группы фрезерных станков: 1) общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фезерные); 2) специализированные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные, резьбофрезерные и др.). По конструктивным особенностям эти станки подразделяются на консольные (стол расположен на подъемном кронштейне — консоли), бесконсольные (стол перемещается на неподвижной станине в продольном и поперечном направлениях) и непрерывного действия (карусельные и барабанные).
Универсальный консольный горизонтально-фрезерный станок (рис. 96, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой. Консоль 4 перемещается по направляющей стойки 5. На консоли расположены салазки 6 и стол 7.
Широкоуниверсальный консольный горизонтально-фрезерный станок (рис. 96, 6) помимо горизонтального шпинделя имеет шпиндельную головку /, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладую головку 2 для сверления, рассверливания, зенкерования, растачивания и фрезерования.
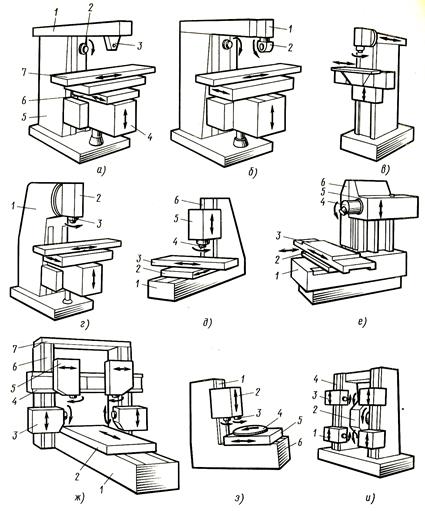
Рис. 96. Фрезерные станки: а—универсальный консольный горизонтально-фрезерный, б - широкоуниверсальный консольный горизонтально-фрезерный, в — широкоуниверсальный бесконсольно-фрезерный, г — консольный вертикально-фрезерный, д — бесконсольный вертикально-фрезерный, е - бесконсольный горизонтально-фрезерный, ж— продольно-фрезерный, з — карусельно-фрезерный, и — барабанно-фрезерный
Консольный вертикально-фрезерный станок (рис. 96, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1. Бесконсольные вертикально - и горизонтально-фрезерные станки (рис. 96, д и е), служащие для обработки крупногабаритных деталей, имеют салазки 2 и стол 8, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 96, ж) предназначены для обработки крупногабаритных плоскостей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стоек смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5 с вертикальными шпинделями. Стол 2 перемещается по направляющим станины 1. Карусельно-фрезерные станки (рис. 96, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для черновой и чистовой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам движение подачи. Стол с салазками 5 имеет установочное перемещение по направляющим станины 6. Барабанно-фрезерные станки (рис. 96, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Дата добавления: 2015-04-21; просмотров: 1135;