ЭНЕРГЕТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТЕРМОДИНАМИЧЕСКИХ СИСТЕМ 1 страница
Современное машиностроение характеризуется:
- непрерывным увеличением мощностей и производительности машин;
- постоянным совершенствованием конструкций машин и других изделий;
- повышением требований к точности изготовления машин;
- ростом механизации и автоматизации производства.
Для успешного развития машиностроения по этим направлениям большое значение имеет организация производства машин и других изделий на основе взаимозаменяемости и стандартизации.
Цель дисциплины: знакомство с методами обеспечения взаимозаменяемости,
стандартизацией, а также методами измерения и контроля
применительно к современным изделиям машиностроения.
Из истории развития взаимозаменяемости и стандартизации.
Элементы взаимозаменяемости и стандартизации появились очень давно.
Так, например, водопровод, построенный рабами Рима, был выполнен из труб строго определенного диаметра. Для строительства пирамид в Древнем Египте использовались унифицированные каменные блоки.
В 18 веке по указу Петра 1 была построена серия военных судов с одинаковыми размерами, вооружением, якорями. В металлообрабатывающей промышленности взаимозаменяемость и стандартизация впервые были применены в 1761 году на Тульском, а затем Ижевском оружейных заводах.
Понятие о взаимозаменяемости и ее видах.
Взаимозаменяемость – это возможность сборки независимо изготовленных деталей в узел, а узлов в машину без дополнительных операций обработки и пригонки. При этом должна обеспечиваться нормальная работа механизма.
Для обеспечения взаимозаменяемости деталей и сборочных единиц они должны быть изготовлены с заданной точностью, т.е. так, чтобы их размеры, форма поверхностей и другие параметры находились в пределах заданных при проектировании изделия.
Комплекс научно – технических исходных положений, выполнение которых при конструировании, производстве и эксплуатации обеспечивает взаимозаменяемость деталей, сборочных единиц и изделий называют принципом взаимозаменяемости.
Различают полную и неполную взаимозаменяемость деталей, собираемых в сборочные единицы.
Полная взаимозаменяемость обеспечивает возможность беспригонной сборки (или замены при ремонте) любых независимо изготовленных с заданной точностью однотипных деталей в сборочную единицу. (Например, болты, гайки, шайбы, втулки, зубчатые колеса).
Ограниченно взаимозаменяемыми называются такие детали, при сборке или смене которых может потребоваться групповой подбор деталей (селективная сборка), применение компенсаторов, регулирование положения деталей, пригонка. (Например, сборка редуктора, подшипников качения).
Уровень взаимозаменяемости производства изделия характеризуется коэффициентом взаимозаменяемости, равным отношению трудоемкости изготовления взаимозаменяемых деталей к общей трудоемкости изготовления изделия.
Различают также внешнюю и внутреннюю взаимозаменяемость.
Внешняя – это взаимозаменяемость покупных или кооперируемых изделий (монтируемых в другие более сложные изделия) и сборочных единиц по эксплуатационным показателям, по размерам и форме присоединительных поверхностей. (Например, в электродвигателях внешнюю взаимозаменяемость обеспечивают по частоте вращения вала, мощности, а также по диаметру вала; в подшипниках качения – по наружному диаметру наружного кольца и внутреннему диаметру внутреннего кольца, а также по точности вращения).
Внутренняя взаимозаменяемость распространяется на детали, сборочные единицы и механизмы, входящие в изделие. (Например, в подшипнике качения внутреннюю групповую взаимозаменяемость имеют тела качения и кольца).
Базой для осуществления взаимозаменяемости в современном промышленном производстве является стандартизация.
Понятия о стандартизации. Категории стандартов
Крупнейшей международной организацией в области стандартизации является ИСО (до 1941 г. называлась ИСА, организована в 1926 г.) Высшим органом ИСО является Генеральная Ассамблея, которая собирается раз в 3 года, принимает решения по наиболее важным вопросам и избирает Президента организации. Организация состоит из большого количества клиентов. В Уставе указывается основная цель ИСО – «содействовать благоприятному развитию стандартизации во всем мире для того, чтобы облегчить международный обмен товарами и развивать взаимное сотрудничество в различных областях деятельности.
Основные термины и определения в области стандартизации установлены Комитетом ИСО по изучению научных принципов стандартизации (СТАКО).
Стандартизация – это плановая деятельность по установлению обязательных правил, норм и требований, выполнение которых повышает качество продукции и производительность труда.
Стандарт – это нормативно – технический документ, устанавливающий требования к группам однородной продукции и правила, обеспечивающие её разработку, производство и применение.
Технические условия (ТУ) – нормативно – технический документ, устанавливающий требования к конкретным изделиям, материалу, их изготовлению и контролю.
Для усиления роли стандартизации разработана и введена в действия государственная (державна) система стандартизации ДСС. Она определяет цели и задачи стандартизации, структуру органов и служб стандартизации, порядок разработки, оформления, утверждения, издания и внедрения стандартов.
Основными целями стандартизации являются:
- повышение качества продукции;
- развитие экспорта;
- развитие специализации;
- развитие кооперации.
В зависимости от сферы действия ДСС предусматривает следующие категории стандартов:
ГОСТ (ДСТ) – государственные;
ОСТ – отраслевые;
СТП – предприятий.
Основные термины и определения принципа взаимозаменяемости
Основные термины и определения установлены в ГОСТ 25346 – 82.
Соединение – это две или несколько деталей подвижно или неподвижно сопряженные друг с другом.
Рисунок 1 – Примеры соединений
Номинальный размер – это общий для деталей соединения размер, полученный в результате расчета и округленный в соответствии с рядами нормальных линейных размеров установленных ГОСТ 6636 – 69 и распространенных на базе рядов предпочтительных чисел ГОСТ 8032 – 56.
Ряды предпочтительных чисел (ряды Ренара) представляют собой геометрические прогрессии.
R5:  =1,6 – 10; 16; 25; 40; 63; 100…
=1,6 – 10; 16; 25; 40; 63; 100…
R10:  = 1,25 – 10; 12,5; 16; 20; 25…
= 1,25 – 10; 12,5; 16; 20; 25…
Действительный размер – это размер, полученный в результате обработки детали и измеренный с допустимой погрешностью.
При выполнении чертежей размер удобнее всего проставлять в виде номинального размера с отклонениями.
Æ55 
Предельные размеры – это два предельно допускаемых размера, между которыми должен находиться действительный размер годной детали. (  )
)
Рисунок 2 – Предельные размеры отверстия, вала
Допуск размера – это разность между наибольшим и наименьшим предельными размерами (Т – Tolerance)

Допуск является мерой точности размера и определяет трудоемкость изготовления детали. Чем больше допуск, тем проще и дешевле изготовление детали.
Понятия о номинальном размере и отклонениях упрощает графическое изображение допусков в виде схем расположения полей допусков.
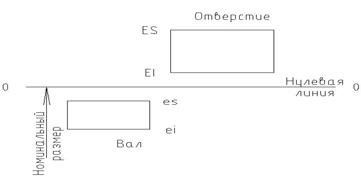 |
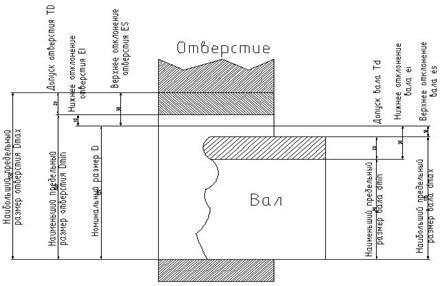
Рисунок 3 – Схема гладкого цилиндрического соединения
Зона, заключенная между двумя линиями, соответствующими верхнему и нижнему отклонениям, называется полем допуска.
Поле допуска более широкое понятие, чем допуск. Поле допуска характеризуется своей величиной (допуском) и расположением относительно номинального размера. Таким образом, поле допуска может задаваться двумя способами:
а) в виде верхнего (es, ES) и нижнего (ei, EI) отклонения;
б) в виде основного отклонения и допуска (Т).
Рассмотрим соединение отверстия и вала.
Разность размеров отверстия и вала до сборки определяет характер соединения деталей, или посадку.
Если  (зазор)
(зазор)
Если  (натяг)
(натяг)
В соединениях, где необходим зазор, действительный зазор должен находиться между двумя предельными значениями – наибольшим и наименьшим зазорами (S  ).Соответственно в соединениях с натягом – между
).Соответственно в соединениях с натягом – между  .
.
Предельные зазоры и натяги на чертежах не указывают. Конструктор назначает посадку в виде определенного сочетания полей допусков отверстия и вала. При этом номинальный размер отверстия и вала является общим и называется номинальным размером соединения d  .
.
Типы посадок.
В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки трех типов: с зазором, натягом и переходные.
 |
Рисунок 4 – Типы посадок
Лекция № 2 «Системы допусков и посадок для элементов цилиндрических и плоских соединений»
Системой допусков и посадок называется закономерно построенная совокупность стандартизованных допусков и предельных отклонений размеров деталей, а также посадок, образованных отверстиями и валами, имеющими стандартные предельные отклонения.
Системы допусков и посадок разрабатываются по отдельным типам соединений: для гладких цилиндрических и плоских соединений, для гладких конических, шпоночных, шлицевых, резьбовых и других соединений.
Стандартизация полей допусков и посадок и их применение при проектировании, изготовлении, эксплуатации и ремонте машин дает большой технико-экономический эффект. Она сводит к достаточному минимуму количество различных полей допусков для размеров деталей. Наряду со стандартизацией номинальных размеров это создает необходимую основу для сокращения типоразмеров деталей и обеспечения их взаимозаменяемости.
Общие сведения о стандартах ЕСДП
Основные нормы взаимозаменяемости – допуски и посадки для гладких соединений и деталей регламентируется «Единой системой допусков и посадок» (ЕСДП). Она была введена вместо действовавший ранее национальной системы допусков и посадок ОСТ.
ЕСДП разработана на основе системы ИСО, изложенной в рекомендации ИСО Р286 в 1962 году.
Основы построения ЕСДП изложены в ГОСТ 25347 – 82 «Поля допусков и рекомендуемые посадки»; ГОСТ 25346 – 82 «Общие положения, ряды допусков и основных отклонений». ГОСТ 25348 – 82 (для размеров 3150…10 000мм).
В системах ИСО и ЕСДП предусмотрены посадки в системе отверстия и системе вала.
Посадки в системе отверстия – это посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием.
Посадки в системе вала – это посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом.
 |
Рисунок 1 – В системе основного отверстия (а) вала (б)
Точные отверстия обрабатывают дорогостоящим инструментом (зенкерами, развертками, протяжками). Каждый инструмент предназначен для обработки отверстия только одного размера с определенным полем допуска. Валы независимо от их размера обрабатывают одним резцом. В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала. Поэтому сокращается номенклатура режущего инструмента.
Система отверстия получила преимущественное распространение.
Основы построения ЕСДП
Для ЕСДП характерны следующие признаки:
а) интервалы номинальных размеров;
б) единица допуска;
в) квалитеты.
а) Для построения рядов допусков весь диапазон размеров разделен на несколько интервалов. Для номинальных размеров от 1 до 500 мм установлено 13 интервалов: св. 1 до 3; 3…6; 6…10; …; 400…500 мм.
б) Для построения рядов допусков установлена единица допуска i, которая выражает зависимость допуска от номинального размера и является мерой точности.
Для размеров до 500 мм:
i = 0,45 
Для размеров 500…10 000 мм:
i = 0,004 D 
где D  - среднее геометрическое для каждого интервала номинальных размеров
- среднее геометрическое для каждого интервала номинальных размеров
Допуск для любого квалитета:
T =  , (1)
, (1)
где а – число единиц допуска, зависящее от квалитета и не зависящее от номинального размера. (коэф. точности).
в) В каждом изделии детали различного назначения изготовляют с различной точностью. Для нормирования уровней точности установлены квалитеты.
Квалитет – это совокупность допусков, характеризуемых постоянной относительной точностью (определяемой коэффициентом а) для всех номинальных размеров данного интервала.
Всего в ЕСДП предусмотрено 19 квалитетов:
01; 0; 1; 2; …; 16; 17. Квалитет определяет допуск на изготовление.
1…4 – концевые меры, калибры;
4…12 – соединяемые (сопрягаемые) размеры деталей;
12…17 – несопрягаемые размеры деталей.
Для каждого квалитета по формуле (1) построены ряды допусков, в каждом из которых различные размеры имеют одинаковую относительную точность, определяемую коэффициентом а.
Таблица 1 – Зависимость единиц допуска от номера квалитета
| Квалитет | |||||||||||||
| а |
Допуски и отклонения, устанавливаемые стандартами относятся к деталям, размеры которых определены при нормальной температуре, которая во всех странах принята равной + 20  C (ГОСТ 9249 – 59). Градуировку и аттестацию всех линейных и угловых мер и измерительных средств, а также точные измерения необходимо выполнять при нормальной температуре, отступления от нее не должны превышать допустимых значений принятых по ГОСТ 8. 050 – 73. Температура детали и измерительного средства должна быть одинаковой, что достигается совместной их выдержкой в одинаковых условиях.
C (ГОСТ 9249 – 59). Градуировку и аттестацию всех линейных и угловых мер и измерительных средств, а также точные измерения необходимо выполнять при нормальной температуре, отступления от нее не должны превышать допустимых значений принятых по ГОСТ 8. 050 – 73. Температура детали и измерительного средства должна быть одинаковой, что достигается совместной их выдержкой в одинаковых условиях.
Пример 1.
Определить изготовление какого из валов более трудоемкое.
Æ63  Æ63мм Î 50¼80 мм
Æ63мм Î 50¼80 мм  = 64 мм
= 64 мм
Æ220  Æ220 Î 220¼225 мм
Æ220 Î 220¼225 мм  = 215 мм
= 215 мм
а – ?


Ответ: таким образом оба вала изготовлены с точностью по 6 квалитету, т.е. трудоемкость их изготовления одинакова.
Основные отклонения.
Характеристикой расположения поля допуска в ЕСДП является знак и числовое значение основного отклонения.
Каждое расположение основного отклонения обозначается латинской буквой – малой для валов, большой – для отверстий. Всего в ЕСДП предусмотрено 27 вариантов основных отклонений.
Буквой h обозначается верхнее отклонение вала, равное нулю (основной вал), буквой H – нижнее отклонение отверстия, равное нулю (основное отверстие).
Отклонения А¼Н (а¼h) предназначены для образования полей допусков в посадках с зазором; J  (j
(j  ) – в переходных посадках; P¼ZC (p¼zc) в посадках с натягом.
) – в переходных посадках; P¼ZC (p¼zc) в посадках с натягом.
При одном и том же буквенном обозначении числовое значение основного отклонения изменяется в зависимости от номинального размера.
Образование и обозначение полей допусков и посадок
Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика допуска). Условное обозначение поля допуска состоит из буквы основного отклонения и числа – номера квалитета:
Например: Поля допусков валов: h6; d10; js5.
Поля допусков отверстий: H6;D10;J  5.
5.
Посадка в ЕСДП образуется сочетанием поля допуска отверстия и поля допуска вала. Условное обозначение в виде дроби, в числителе которой указывается поля допуска отверстия, а в знаменателе – поле допуска вала.
Например:  ;
;  ;
;  .
.
Поля допусков и их отборы
В системе ИСО и ЕСДП принципиально допускаются любые сочетания основных отклонений и квалитетов. Таким образом, теоретически можно получить очень большое число допусков. Для размеров до 500 мм из 19 квалитетов 27 основных отклонений можно образовать 517 полей допусков.
Но не все поля допусков имеют технический смысл. Кроме того, применение всех полей допусков экономически неприемлемо, так как привело к чрезмерному усложнению инструментального хозяйства. Поэтому система ИСО и ЕСДП базируется на применении ограниченного отбора полей допусков.
Поля допусков, разрешенные для применения в ЕСДП в ГОСТ 25347 – 82, ГОСТ 25348 – 82 и представляют собой ограничительные отборы из всей совокупности полей допусков. Отборы в ЕСДП содержат поля допусков для сопрягаемых и несопрягаемых размеров.
В ГОСТ 25347 – 82 поля допусков для сопрягаемых размеров разделены на два ряда: основной и дополнительный.
Основной ряд содержит поля допусков, необходимые для обеспечения всех общих потребностей машиностроения.
Из основного ряда выделен еще более узкий отбор предпочтительных полей допусков, рекомендуемых для первоочередного применения. На их основе можно обеспечить до 90¼95 % всего применения посадок и сократить номенклатуру режущего инструмента и калибров.
Дополнительные поля допусков применяются ограниченно и только в технически и экономически обоснованных случаях.
Для несопрягаемых размеров в ГОСТ 25347 – 82 и ГОСТ 25348 – 82 в каждом из квалитетов предусмотрены поля допусков с односторонним ( в «тело» материала) расположением относительно номинального размера (H и h ) или симметричные (Js и js).
Посадки
Посадки в ЕСДП носят рекомендуемый характер. Рекомендации по образованию посадок предусматривает рациональное сочетание допусков (квалитетов) отверстия и вала.
а) При размерах < 1u > 3150 мм рекомендуются отверстие и вал с одинаковыми допусками  ;
;
б) При размерах 1¼3150 мм в квалитетах до 9 для отверстия рекомендуется больший допуск, чем для вала (на один квалитет грубее)  ;
;
в) В 9¼12 квалитетах рекомендуются одинаковые допуски для отверстия и вала  .
.
Лекция № 3 «Расчет и выбор посадок для ГЦС»
В настоящее время применяют три метода выбора допусков и посадок:
1) Метод прецедентов (аналогов).
Заключается в том, что конструктор отыскивает в однотипных или других машинах, ранее сконструированных и находящихся в эксплуатации, случаи применения сборочной единицы, подобной проектируемой и назначает такие же или аналогичные допуск и посадку.
2) Метод подобия.
Является развитием метода прецедентов. Возник в результате классификации деталей машин по конструктивным и эксплуатационным признакам и выпуска справочников с примерами применения посадок. Для выбора допусков и посадок этим методом устанавливают аналогию конструктивных признаков и условий эксплуатации проектируемой сборочной единицы с признаками, приведенными в справочнике.
Общим недостатком этих двух методов является сложность определения признаков однотипности и подобия, в результате чего велика возможность назначения ошибочных допусков и посадок.
3) Расчетный метод.
Является наиболее обоснованным методом. Выбирая этим методом квалитеты, допуски и посадки при проектировании машин, стремятся удовлетворить эксплуатационно-конструктивные требования, предъявляемые к сборочной единице.
Посадки с зазором
Посадки с зазором предназначены для подвижных и неподвижных соединений.
В подвижных соединениях зазор служит для обеспечения свободы перемещения, размещения слоя смазки, компенсации температурных деформаций, а также компенсации отклонений формы и расположения поверхностей, погрешности сборки и др.
Для наиболее ответственных соединений, которые должны работать в условиях жидкостного трения, зазоры рассчитываются на основе гидродинамической теории трения (для подшипников скольжения). В случаях, когда допускается работа соединения в условиях полужидкостного, полусухого или сухого трения, выбор посадок чаще всего проводится по аналогии с посадками известных хорошо работающих соединений (метод аналогов).
В неподвижных соединениях посадки с зазором применяются для обеспечения беспрепятственной сборки деталей. Их относительная неподвижность обеспечивается дополнительным креплением шпонками, винтами, болтами, штифтами. Выбор посадки в этом случае производится таким образом, чтобы наименьший зазор обеспечивал компенсацию отклонений формы и расположения сопрягаемых поверхностей.
Применение посадок с зазором
Посадки  - скользящие. Наименьший зазор равен 0. Установлены во всем диапазоне точностей сопрягаемых размеров (5¼12 квалитеты). Часто применяются для неподвижных соединений с дополнительным креплением при необходимости их частой разборки (сменные детали). В квалитетах 8¼12 могут применяться вместо переходных посадок. Скользящие посадки применяются для центрирования неподвижно соединенных деталей. В подвижных соединениях такие посадки служат для медленных перемещений деталей обычно в продольном направлении; для точного направления при возвратно – поступательном движении; для соединений детали, которых должны легко передвигаться и проворачиваться друг относительно друга при настройке, регулировке или затяжке в рабочее положение. Поскольку получение нулевых зазоров в таких посадках маловероятно, скользящие посадки могут использоваться и для подвижных соединений вращательного движения (при небольших скоростях вращения).
- скользящие. Наименьший зазор равен 0. Установлены во всем диапазоне точностей сопрягаемых размеров (5¼12 квалитеты). Часто применяются для неподвижных соединений с дополнительным креплением при необходимости их частой разборки (сменные детали). В квалитетах 8¼12 могут применяться вместо переходных посадок. Скользящие посадки применяются для центрирования неподвижно соединенных деталей. В подвижных соединениях такие посадки служат для медленных перемещений деталей обычно в продольном направлении; для точного направления при возвратно – поступательном движении; для соединений детали, которых должны легко передвигаться и проворачиваться друг относительно друга при настройке, регулировке или затяжке в рабочее положение. Поскольку получение нулевых зазоров в таких посадках маловероятно, скользящие посадки могут использоваться и для подвижных соединений вращательного движения (при небольших скоростях вращения).
Посадки  - движения. Это посадки с наименьшим минимальным гарантированным зазором. Установлены при высоких относительных точностях изготовления деталей ( валы - 4¼6 квалитетов, отверстия - 5¼7 кв.).
- движения. Это посадки с наименьшим минимальным гарантированным зазором. Установлены при высоких относительных точностях изготовления деталей ( валы - 4¼6 квалитетов, отверстия - 5¼7 кв.).
Применяются для особоточных и точных подвижных соединений, в которых требуется обеспечить плавность и точность перемещений чаще всего возвратно – поступательных и ограничить зазор во избежание нарушения соосности, возникновения ударов (при реверсивном движении). При вращательном движении обычно не применяются.
В неподвижных соединениях применяются для обеспечения легкой установки деталей.
Посадки  - ходовые. Характеризуются умеренными гарантированными зазорами, достаточными для обеспечения свободного вращения в подшипниках скольжения. Применяются в опорах поступательного движения, не требующих высокой точности центрирования.
- ходовые. Характеризуются умеренными гарантированными зазорами, достаточными для обеспечения свободного вращения в подшипниках скольжения. Применяются в опорах поступательного движения, не требующих высокой точности центрирования.
В неподвижных соединениях применяются для обеспечения легкой сборки при невысоких требованиях к точности центрирования деталей.
Посадки  - легкоходовые. Имеют значительный гарантированный зазор, обеспечивающий свободное вращательное движение при значительных нагрузках и высоких скоростях.
- легкоходовые. Имеют значительный гарантированный зазор, обеспечивающий свободное вращательное движение при значительных нагрузках и высоких скоростях.
В неподвижных соединениях, требующих значительных зазоров при установках и регулировках.
Посадки  - шарикоходовые. Обладают большим гарантированным зазором, позволяющим компенсировать значительные отклонения расположения сопрягаемых поверхностей и температурные деформации.
- шарикоходовые. Обладают большим гарантированным зазором, позволяющим компенсировать значительные отклонения расположения сопрягаемых поверхностей и температурные деформации.
Посадки  - с большими зазорами.
- с большими зазорами.
Применяются в основном в грубых квалитетах (11,12) для конструкций малой точности, где большие зазоры необходимы для компенсации отклонений расположения сопрягаемых поверхностей, для обеспечения свободного вращения или поступательного перемещения в условиях запыления и загрязнения.
В отдельных случаях посадки с большими зазорами применяются и в более точных подвижных соединениях (8 и 9 кв.), работающих при особо тяжелых нагрузках или высоких температурах.
Посадки переходные
Переходные посадки предназначены для неподвижных, но разъемных соединений деталей и обеспечивают хорошее центрирование соединяемых деталей. Для них характерна возможность получения, как натягов, так и зазоров. Натяги имеют относительно малую величину и обычно не требуют проверки деталей соединения на прочность, за исключением тонкостенных деталей. Эти натяги недостаточны для передачи соединением значительных крутящих моментов и усилий. Поэтому переходные посадки применяют с дополнительным креплением соединяемых деталей шпонками, штифтами, винтами и др. Такие посадки могут применяться и без дополнительного крепления, когда сдвигающие силы малы, при значительной длине соединения, если относительная неподвижность деталей необязательна.
Зазоры в переходных посадках также невелики, что обеспечивает достаточно высокую точность центрирования.
ЕСДП предусматривает несколько типов переходных посадок, различающихся вероятностью получения натягов или зазоров. Чем больше вероятность получения натяга, тем прочнее посадка.
Переходные посадки установлены в относительно точных квалитетах: валы в 4¼7, отверстия в 5¼8.
Выбор переходных посадок чаще всего производится по аналогии с известными и хорошо работающими соединениями. Расчеты выполняются реже и в основном как проверочные. Они могут включать:
а) расчет вероятности получения зазоров и натягов в соединении;
б) расчет наибольшего зазора по известному допуску соосности;
в) расчет прочности деталей (только для тонкостенных) и наибольшего усилия сборки при наибольшем натяге посадки.
Применение переходных посадок
Посадки  - плотные. Для этих посадок более вероятно получение зазоров, но возможны и небольшие натяги. Собираются с применением небольшого усилия (достаточно деревянного молотка). Плотные посадки применяются, если при центрировании деталей допускаются небольшие зазоры или требуется обеспечить легкую сборку (сменные детали).
- плотные. Для этих посадок более вероятно получение зазоров, но возможны и небольшие натяги. Собираются с применением небольшого усилия (достаточно деревянного молотка). Плотные посадки применяются, если при центрировании деталей допускаются небольшие зазоры или требуется обеспечить легкую сборку (сменные детали).
Посадки  - напряженные. Наиболее часто применяемые переходные посадки. Вероятности получения зазоров и натягов примерно одинаковые. Сборка и разборка производится без значительных усилий (при помощи ручных молотков). Обеспечивают хорошее центрирование деталей подвижных узлов при вращении со средними скоростями.
- напряженные. Наиболее часто применяемые переходные посадки. Вероятности получения зазоров и натягов примерно одинаковые. Сборка и разборка производится без значительных усилий (при помощи ручных молотков). Обеспечивают хорошее центрирование деталей подвижных узлов при вращении со средними скоростями.
Дата добавления: 2015-04-03; просмотров: 928;