Поршневые кольца
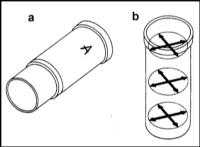
Каждый из поршней оснащается тремя поршневыми кольцами, устанавливаемыми в специально проделанные в верхней части стенок поршня канавки. Форма и порядок посадки колец в канавках показаны на иллюстрации.
Верхнее компрессионное кольцо изготовлено из стали и хромировано снаружи с целью снижения компонента трения, а также защиты металла от агрессивного воздействия горячих отработавших газов. Кольцо имеет правильную круглую форму и симметричное сечение в форме прямоугольника с усеченными углами.
Второе (нижнее) компрессионное кольцо выполнено из чугуна и имеет несимметричное поперечное сечение в форме прямоугольника с наклонной внешней стороной. Угол наклона наружной грани кольца составляет около 1°, благодаря чему прижим кольца к зеркалу цилиндра приходится на очень незначительную площадь. Износ контактной площадки обеспечивает плотность прилегания кольца.
На одной из торцевой поверхностей этого кольца имеется метка в виде надписи “ТОР”. Кольцо следует устанавливать на поршень этой меткой вверх.
Маслосъемное кольцо состоит из трех отдельных секций: двух узких боковых колец и помещенного между ними волнообразного расширителя. Общая толщина сборки составляет 3 мм.
Масло, снимаемое кольцом с зеркала цилиндра отводится через отверстия в канавке внутрь поршня и, далее, в поддон картера двигателя.
Все поршневые кольца имеют разрезную конструкцию. Разрезы колец называются замками, обеспечивают возможность установки колец на поршни, а, кроме того, служат для компенсации теплового расширения.
Новое кольцо плотнее всего прижимается к зеркалу цилиндра в районе замка. В процессе дальнейшей приработки прижимное усилие постепенно выравнивается по периметру кольца, обеспечивая максимальную герметизацию сборки.
Замена поршневых колец на изношенном двигателе, цилиндры которого утратили первоначальную форму, приводит лишь к кратковременному восстановлению компрессии, поскольку кольцо не может принять форму изношенного цилиндра и плотность его прилегания распределена неравномерно.
Шатуны
Шатуны откованы из специальной стали. Шатун состоит из верхней головки, соединительного стержня и нижней, разрезной головки. В верхнюю головку шатуна запрессована бронзовая втулка, выполняющая роль подшипника под посадку поршневого пальца. Соединительный стержень имеет двутавровое сечение. Нижняя головка разрезана в плоскости, перпендикулярной продольной оси сборки.
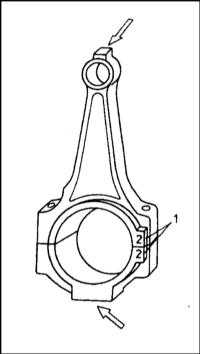
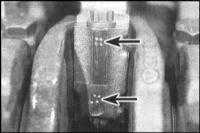
| Поверхность постелей под установку вкладышей шатунных подшипников в разрезной нижней головке шатуна тщательно обработана. В результате такой обработки утрачивается взаимозаменяемость крышек шатунных подшипников, ввиду чего на крышках и нижних головках предусмотрены специальные установочные метки. При заводской сборке метки обычно соответствуют нумерации цилиндров.
|
Крышка крепится к шатуну посредством специальных болтов повышенной прочности и двух гаек с резьбой М9х1.
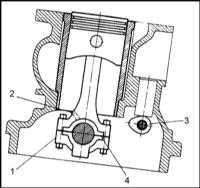
| В верхней головке шатуна предусмотрено сквозное отверстие, сквозь которое масло во время работы двигателя подается на стенки цилиндра. При установке шатуна следует проследить, чтобы это отверстие было направлено в сторону от распределительного вала.
|
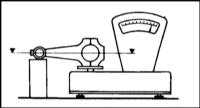
| По массе шатуны делятся на две группы. Более легкие (с массой 590 ÷ 598 г) промаркированы желтой меткой, нанесенной на головку. На более тяжелых шатунах (600 ÷ 609 г) метка имеет голубой цвет. Все шатуны в двигателе должны иметь одинаковую массу, при чем при корректировке масса более тяжелых шатунов приводится к массе более легких, а не наоборот.
|
|
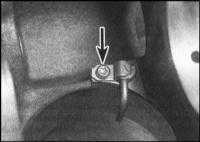
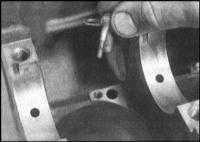
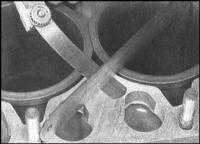
| Схема процедуры измерения мастерской автосервиса шатуна показана на иллюстрации. Во время взвешивания шатун должен располагаться горизонтально. Разница масс шатунов, взвешенных как со стороны нижней, так и со стороны верхней головок должна составлять не более 2 ÷ 6 г. Корректировка массы производится путем снятия материала с верхней головки и крышки нижней головки в местах, обозначенных стрелками на иллюстрации. Максимальная допустимая толщина снимаемого с верхней головки слоя ограничивается расстоянием от плоскости, остающейся после обработки до оси отверстия под установку поршневого пальца. Из соображений прочности данное расстояние должно составлять не менее 15 мм. В случае нижней головки расстояние измеряется от обработанной плоскости до оси шатунного подшипника и должно составлять не менее 35 мм.
|
Дизельный двигатель и бензиновый двигатель 1.6 л
В целом конструкция шатунно-поршневых сборок аналогична описанной для двигателей 1.3 л, с тем отличием, что предусмотрена возможность установки шатунов ремонтных размеров (см. Спецификации). Кроме того, в дизельных двигателях шатуны оборудованы маслораспылителями охлаждения поршней.
СНЯТИЕ
Двигатель 1.3 л
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
| 1. Снимите головку цилиндров, поддон картера двигателя и шестерни масляного насоса. Удостоверьтесь в надежности посадки гильз цилиндров, в случае необходимости зафиксируйте их при помощи специальных шайб. 2. Проверьте нижние головки шатунов и крышки шатунных подшипников на наличие идентификационных меток в виде цифр, выбитых боковой поверхности компонентов. Маркировка должна соответствовать нумерации цилиндров (первым считается цилиндр, ближайший к газораспределительной цепи). 3. В случае необходимости самостоятельно пометьте проточенные на шатунах и их крышках лыски (воспользуйтесь краской или кернером). 4. Проверьте осевой люфт шатунов, щупом лезвийного типа замерив величину зазора между их нижними головками и щеками кривошипов. Если результат измерения превышает оговоренное в Спецификациях допустимое значение, соответствующий шатун следует заменить. 5. Провернув коленчатый вал, приведите поршни 2-го и 3-го цилиндров в положения НМТ. 6. Отдайте крепежные гайки и снимите крышку нижней головки шатуна с вложенным в нее вкладышем шатунного подшипника коленчатого вала. 7. Если демонтаж производится только с целью замены вкладышей, снимите шатун с шейки вала (постарайтесь не повредить шейку вала и зеркало цилиндра - на шпильки крепления крышки подшипника лучше натянуть отрезки топливного шланга) и извлеките из его головки верхний вкладыш подшипника. 8. Сложите снятые с каждого из шатунов компоненты отдельно. 9. Снимите компоненты нижних головок шатунов поршней 1-го и 4-го цилиндров. Действуйте крайне осторожно, чтобы не повредить зеркала цилиндров. 10. Удалите ступеньку нагарообразования в верхней части каждого из цилиндров.
| |
Двигатели 1.6 л и дизельный
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
| 1. Снимите головку цилиндров, поддон картера, маслоотражатель, масляный насос и маслозаборник. 2. Опустив поршни в среднее положение, ощупайте пальцем зеркала цилиндров, проверяя их на наличие ступенчатого износа в районе верхней границы хода поршней. Ступеньки должны быть удалены при помощи специального зенкера, так как в противном случае нельзя будет исключить вероятность повреждения поршней в процессе извлечения шатунных сборок. 3. Чертилкой процарапайте на днище каждого из поршней номер соответствующего цилиндра. 4. При помощи щупа лезвийного типа замерьте осевой люфт посадки шатунов на шейках коленчатого вала. Результаты измерений запишите. 5. На дизельном двигателе выверните крепежные винты и извлеките из своих гнезд сопла маслораспылителей охлаждения поршней.
| 6. Провернув коленчатый вал, выставьте поршни 1-го и 4-го цилиндров в положения НМТ. В случае необходимости накерните на шатунах и крышках номера цилиндров, стрелкой обозначьте ориентацию крышек относительно шатунов.
| 7. Постарайтесь запомнить ориентацию шатунно-поршневых сборок на двигателе. В зависимости от типа двигателя сборки могут помечены различными способами: на обращенной в сторону газораспределительного ремня стороне нижних головок и их крышек наносятся точечные метки, риски, либо предусматриваются различной формы выступы на литье. Если заводскую маркировку не удается обнаружить, нанесите метки самостоятельно.
8. В несколько приемов (по пол-оборота за подход) ослабьте болты крепления крышки, снимите крышку с нижним вкладышем. Во избежание путаницы при сборке подклейте вкладыш к крышке скотчем. Повторите процедуру для сборки.
9. Рукояткой молотка вытолкните сборки через цилиндры, извлеките верхние вкладыши и подклейте их скотчем к шатунам.
10. Действуя в прежнем порядке снимите шатунно-поршневые сборки 2-го и 3-го цилиндров.
| |
ПРОВЕРКА
| ПОРЯДОК ВЫПОЛНЕНИЯ
|

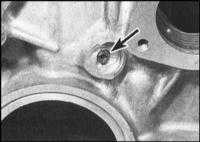
| 1. Продев плоское жало маленькой отвертки в специально предусмотренный паз извлеките стопорное кольцо. Нагрейте поршень до 60°С.
|

| 2. Теперь палец должен свободно выйти из поршня и отверстия в верхней головке шатуна.
|

| 3. Вооружитесь специальным инструментом (либо лезвием старого измерительного щупа) и снимите с поршня поршневые кольца. Не забывайте, что кольца изготовлены из хрупкого материала и легко могут сломаться при чрезмерном раскрывании замков - позаботьтесь о защите рук и глаз. Снятые кольца можно выбросить - при сборке они подлежат замене в обязательном порядке.
| 4. Обломком старого кольца аккуратно удалите угольные отложения из канавок под установку поршневых колец. Постарайтесь не повредить стенки и дно канавок.
5. Тщательно очистите от нагара днища поршней. После соскабливания основного слоя отложений зачистите днище проволочной щеткой или наждачной бумагой.

| Следите за сохранностью маркировки поршней.
| 6. Закончив чистку, промойте канавки под установку колец растворителем, затем тщательно просушите поршни. Удостоверьтесь в проходимости дренажных масловозвратных отверстий канавок.
7. Проверьте состояние поршней. Нормальный износ проявляется в виде равномерной вертикальной выработки на упорной поверхности поршня и сопровождается ослаблением посадки в своей канавке верхнего компрессионного кольца. В случае выявления следов любого анормального износа поршень следует внимательно исследовать на предмет пригодности его к дальнейшему использованию, затем постараться выявить и устранить причину нарушения.
8. Присутствие на юбке поршня царапин или задиров можно расценивать как следствие перегрева, вызванного нарушением исправности функционирования систем охлаждения или смазки, либо недопустимым превышением температуры сгорания воздушно-топливной смеси. Прогары юбки обычно вызываются прорывом газов из камер сгорания в результате износа цилиндров или поршневых колец. Прогорание днища поршня свидетельствует наличии нарушений установки угла опережения зажигания и детонацией смеси. Коррозия поршня в виде небольших каверн указывает на попадании в камеру сгорания/картер двигателя охлаждающей жидкости. Постарайтесь выявить причины нарушений и устранить их.
9. Проверьте шатуны, пальцы и крышки нижних головок шатунов на наличие трещин и прочих механических повреждений. Уложив шатуны на плоскую поверхность, проверьте их на наличие признаков деформаций (в случае отсутствия уверенности, обратитесь за помощью к специалистам автосервиса). Оцените состояние втулок верхних головок шатунов.
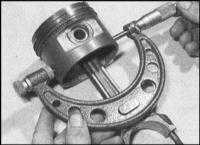
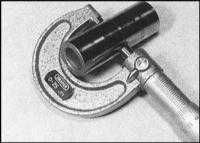
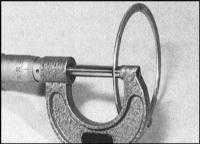
| 10. При помощи микрометра измерьте диаметры всех четырех поршней на расстоянии 10 мм от среза его юбки в плоскости, расположенной под прямым углом к оси поршневого пальца. Если результат измерения выходит за пределы оговоренного в Спецификациях диапазона, поршень подлежит замене.
|
| Если в процессе выполнения капитального ремонта блок цилиндров подвергался расточке, либо производилась замена гильз (модели 1.3 л), следует подобрать новый комплект поршней ремонтного размера. Результаты измерений запишите - они потребуются позднее при вычислении зазоров посадки поршней в цилиндрах (см. ниже).
| | 11. Вложив новое поршневое кольцо в соответствующую канавку на поршне, щупом лезвийного типа замерьте посадочный зазор кольца. Поочередно проверьте посадку каждого из поршневых колец. Если результат любого из измерений выходит за пределы допустимого диапазона, поршень подлежит замене. На всякий случай проверьте правильность выбора колец, измерив их толщину микрометром.
| 12. Колумбусом нониусного типа измерьте внутренние диаметры гнезд под посадку поршневых пальцев в верхних головках шатунов. Затем определите диаметры пальцев). Вычитая из результатов первых измерений результаты последних, определите зазоры посадки пальцев в головках. Сравните результаты вычислений с требованиями Спецификаций. В случае необходимости втулка шатуна и гнездо в поршне должны быть проточены, а палец заменен новым, ремонтного размера. Выполнение данной работы правильнее будет поручить специалистам автосервиса.
| 13. На двигателях 1.3 л шатуны разбиты на две весовые категории, на крышках нижних головок шатунов наносится соответствующая маркировка. Более легкие шатуны метятся желтой краской, более тяжелые - синей. При замене шатунов следует подбирать сменные компоненты из той же весовой группы. В случае отсутствия маркировки следует обратиться за консультацией к специалистам фирменного сервис-центра компании Skoda.
14. Правильность ориентации поршней на шатунах определяется по нанесенной на днища маркировке (днище должно быть очищено от нагара).
15. На двигателях 1.3 л нанесенная на днище поршня стрелка должна указывать вперед по двигателю (в сторону расположения масляного фильтра). Шатун же должен быть развернутмаслотоками назад.
16. На моделях 1.6 л и дизельных двигателях стрелка на днище поршня должна быть развернута в сторону газораспределительного ремня. Шатун и крышка его нижней головки устанавливаются проделанной в их основаниях проточкой в указываемую стрелкой на поршне сторону.

| 17. Смажьте поршневой палец и втулку верхней головки шатуна чистым двигательным маслом. Установите поршень на шатун. Закрепите палец двумя стопорными кольцами, развернув их замками на 180° от съемных пазов. Действуя в том же порядке, смонтируйте оставшиеся шатунно-поршневые сборки.
| | |
Снятие и проверка состояния коленчатого вала
Сборка коленчатого вала - общие сведения
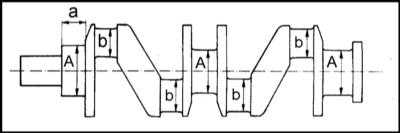
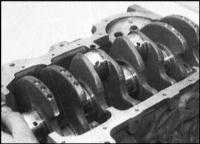
Коленчатый вал откован из стали. Вал имеет три коренных и четыре шатунных шейки. Кривошипы с шатунными шейками первого и второго цилиндров расположены между первой и второй коренными шейками вала; между второй и третей коренными шейками расположены кривошипы третьей и четвертой шатунных шеек.
а - Ширина коренной шейки
b - Ø шатунной шейки
А - Ø коренной шейки
С целью снижения нагрузки, приходящейся на коренные подшипники кривошипы оснащены коваными противовесами, уравновешивающими центробежные силы, возникающие между двумя соседними опорами.
Все кривошипы и шейки коленчатого вала оборудованы внутренними маслотоками, по которым масло поступает к вкладышам подшипников.
Сами кривошипы не подлежат обработке. Что касается шеек и обеих цапф коленчатого вала, то они тщательно обрабатываются. Как коренные, так и шатунные шейки подвергаются поверхностной закалке током высокой частоты. Диаметр коренных шеек составляет 60 мм, шатунных - 45 мм.
Торец задней цапфы коленчатого вала оборудован фланцем под посадку маховика. Уплотнение посадки задней цапфы в блоке достигается при помощи сальника размера 85х105х12 мм.
Передняя цапфа вала представляет собой шейку, используемую под посадку зубчатого колеса/звездочки ременного/цепного привода распределительного вала, а также шкива клиновидного ремня привода вспомогательных агрегатов (водяной насос и генератор). Герметизация посадки передней цапфы обеспечивается передним сальником (42х58х8 мм).
Оба сальника изготавливаются из фторкаучука и отличаются повышенной надежностью и долговечностью.
Величина осевого люфта вала контролируется путем установки специальных дистанционных колец и упорной шайбы, которые устанавливаются на первую коренную шейку вала. Дистанционные кольца стопорятся от проворачивания предусмотренным на внешней стороне выступом. Допустимая величина осевого люфта коленчатого вала представлена в Спецификациях в начале настоящей Главы.
Упорные кольца помимо номинальной толщины (1.480 ÷ 1.490 мм), выпускаются также ремонтных размеров: 1.605 ÷ 1.615 мм, 1.703 ÷ 1.740 мм и 1.855 ÷ 1.865 мм.
Кольца большего размера всегда следует устанавливать со стороны прошлифованной боковой поверхности щеки кривошипа. Со стороны упорной шайбы всегда устанавливается кольцо номинального размера.
В случае износа упорная шайба (утрата гладкости боковых поверхностей) подлежит замене.
Все коленчатые валы на производстве подвергаются статической и динамической балансировке с точностью до 0.2 Нм.
Крышки коренных подшипников коленчатого вала выполнены из чугуна и крепятся к блоку цилиндров при помощи двусторонних болтов М11. На крышках отлиты метки в виде цифр “1”, “2” или “3”. При этом крышка с номером “1” должна устанавливаться на ближайший к приводу ГРМ подшипник, с номером “3” - на ближайший к маховику, а номер “2” - на средний.
Вкладыши подшипников коленчатого вала выполнены из тонкой стальной полосы, покрытой изнутри слоем сплава специального состава. Толщина слоя составляет 0.35 мм. Коренные вкладыши имеют ширину 24 мм при толщине 2.5 мм, шатунные - 22 м при 1.5 мм.
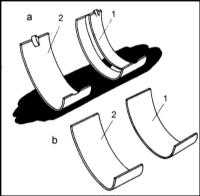
| По всей длине каждого из верхних коренных вкладышей проходит канавка, служащая для подвода моторного масла, поступающего через отверстие овальной формы во вкладыше. На торцевых поверхностях полуколец вкладышей оборудованы замки, обеспечивающие однозначность посадки полуколец и фиксацию их от проворачивания. а — Коренные вкладыши b — Шатунные вкладыши 1 — Верхние вкладыши 2 — Нижние вкладыши
|
Шатунные вкладыши отличаются гладкостью поверхности и не оборудованы замками.
Никакая маркировка, на вкладышах не предусмотрена, а потому, их толщина определяется при помощи микрометра.
Вкладыши остаются пригодными для дальнейшего употребления, если они не слишком изношены, не оставляют чрезмерный рабочий зазор подшипников, свободны от трещин, царапин и сколов поверхностного слоя. дефектные вкладыши подлежат замене в обязательном порядке. Составители настоящего Руководства рекомендуют производить замену вкладышей в комплекте для всех подшипников одновременно.
Прежде чем приступать к проверке состояния коленчатого вала, его необходимо очистить от следов смазки и грязи. В случае выявления очевидных дефектов, а также в случае отсутствия уверенности в оценке состояния вала, его следует заменить. По завершении любого вида восстановительного ремонта необходимо тщательно прочистить все маслотоки вала. (сначала воспользуйтесь керосином, затем продуйте отверстия сжатым воздухом).
СНЯТИЕ
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
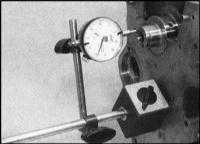
1. Снимите головку цилиндров, цепь и звездочки привода ГРМ (см. Часть Ремонт без извлечения из автомобиля бензинового двигателя 1.3 лнастоящей Главы). Зафиксируйте гильзы цилиндров. 2. Снимите с коленчатого вала крышки нижних головок шатунов. В случае необходимости снимите шатунные сборки (см. Раздел Снятие, проверка состояния и установка шатунно-поршневых сборок). 3. Прежде чем приступать к извлечению коленчатого вала, выполните следующие действия: a) Временно наденьте на цапфу вала наружную упорную шайбу (канавками маслотоков наружу от крышки подшипника), совместите стопорный флажок с пазом на крышке и посадите шайбу до упора в свое гнездо. Удостоверьтесь, что флажок внутренней упорной шайбы также входит в ответный паз в своей крышке; b) Установив упорную шайбу, наденьте большую дистанционную втулку (скошенным внутренним краем к блоку), регулировочную шайбу, сегментную шпонку (скошенной стороной внутрь) и звездочку газораспределительной цепи; c) Установите шкив коленчатого вала, вверните болт шкива (не забудьте про шайбу) и затяните его с требуемым усилием, приняв соответствующие меры против проворачивания вала (см. Раздел Снятие, проверка состояния и установка маховика). Заметим, что неправильная установка упорных шайб приведет к заклиниванию вала в процессе затягивания болта шкива. В результате такого заклинивания сами шайбы легко могут оказаться повреждены.
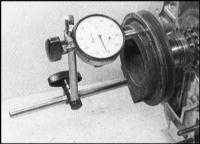
| 4. При помощи циферблатного измерителя плунжерного типа измерьте осевой люфт коленчатого вала. Закрепите измеритель таким образом, чтобы его плунжер упирался в торец передней цапфы вала, и располагался параллельно оси последнего. Сдвиньте вал до упора назад, обнулите прибор, затем толкните вал вперед на всю длину его хода и считайте показание измерителя. Сравните результат с требованиями Спецификаций. Величина осевого люфта регулируется подбором упорной шайбы.
|

| 5. Альтернативно осевой люфт вала может быть измерен при помощи щупа лезвийного типа. Сдвиньте вал до конца его хода в сторону маховика, затем щупом замерьте толщину зазора между щекой первого кривошипа и упорной шайбой.
| 6. Снимите все временно установленные компоненты. Также снимите маховик (см. Раздел Снятие, проверка состояния и установка маховик).
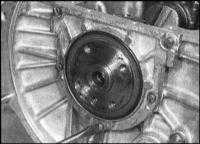
| 7. Выверните крепежные винты и снимите с цапфы вала сборку кожуха заднего сальника. Снимите прокладку кожуха (если таковая предусмотрена). При сборке прокладка подлежит замен в обязательном порядке.
|

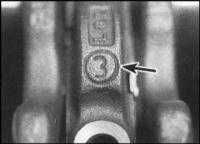
| 8. Проверьте крышки коренных подшипников на наличие идентификационной маркировки. Обычно маркировка представлена метками в виде цифр с 1 по 3, считая со стороны шкива. Если маркировка отсутствует, то нанесите ее самостоятельно (воспользуйтесь кернером, как делали это при маркировке шатунных крышек).
|
| Помимо номера крышки расположение меток должно однозначно указывать установочное направление крышек.
| | 9. Выверните крепежные болты и снимите крышки коренных подшипников вместе с вкладышами.
10. Извлеките коленчатый вал и снимите с его правой цапфы упорную шайбу. Постарайтесь запомнить установочное положение шайбы.
11. Извлеките из своих постелей верхние вкладыши коренных подшипников и сложите их вместе с нижними, в порядке установки на двигателе.
| |
Двигатели 1.6 л и дизельные
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
|
| Если не предполагается выполнения никаких работ по восстановлению шатунно-поршневых сборок, необходимость в снятии головки и поршней отпадает. Достаточно будет лишь сдвинуть поршни вверх по цилиндрам, сняв нижние головки шатунов с шеек коленчатого вала. Работу рекомендуется выполнять на монтажном стенде.
| 1. В соответствии с указаниями, приведенными в Части Ремонт без извлечения из автомобиля бензинового двигателя 1.6 л или Ремонт без извлечения из автомобиля дизельного двигателя настоящей Главы выполните следующие процедуры:
a) Снимите с коленчатого вала зубчатое колесо ременной передачи привода ГРМ;
b) Снимите компоненты сборки сцепления и маховик;
c) Снимите поддон картера, маслоотражатель (если предусмотрен) и масляный насос с маслозаборником;
d) Снимите сборки кожухов переднего и заднего сальников.
2. В случае необходимости снимите поршни с шатунами (см. Раздел Снятие, проверка состояния и установка шатунно-поршневых сборок).
| 3. Действуя в манере, аналогичной описанной для двигателя 1.3 л, измерьте величину осевого люфта коленчатого вала. Величина осевого люфта регулируется подбором толщины упорных шайб.
|

| 4. Альтернативно люфт можно определить при помощи щупа лезвийного типа, измерив им максимальную величину зазора между щекой 2-го кривошипа и упорной шайбой. Сравните полученный результат с требованиями Спецификаций.
|
| 5. Проверьте крышки коренных подшипников на наличие фабричной маркировки. Цифровые метки наносятся в порядке расположения крышек в направлении от привода ГРМ к маховику.
| 6. В несколько приемов (по 1/4 оборота за подход) ослабьте болты крепления крышек, затем выверните их вручную. Слегка обстучав молотком с мягким бойком, снимите крышки вместе и вкладыши. Прикрепите вкладыши к своим крышкам скотчем.
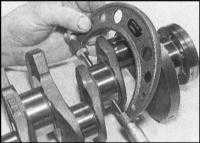
| 7. Осторожно извлеките коленчатый вал. Постарайтесь не допустить выпадения верхних вкладышей коренных подшипников. Так как вал весит достаточно много, разумно будет прибегнуть к помощи ассистента. Уложите снятый вал на ровную рабочую поверхность, подперев его деревянными клиньями.
| 8. Извлеките верхние вкладыши и сложите их вместе с нижними в порядке установки на двигателе. Снимите установленные с обеих сторон 3-го кривошипа упорные шайбы.
9. Обратите внимание на выемки, проточенные в крышках и блоке - данные выемки предусмотрены для попадания в них выступов вкладышей и определяют однозначность установки последних.
| |
ПРОВЕРКА
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
1. Тщательно промойте коленчатый вал растворителем и просушите его. Промойте отверстия маслотоков и удостоверьтесь в проходимости последних (воспользуйтесь специальной щеткой). Во избежание повреждения новых вкладышей снимите фаски с краев отверстий. 2. Проверьте состояние коренных и шатунных шеек вала. В случае выявления признаков неравномерного износа, задиров, трещин, каверн и прочих повреждений, вал следует отдать в проточку с последующей заменой подшипников ремонтными.
| 3. При помощи микрометра измерьте диаметры коренных и шатунных шеек вала. Путем измерения диаметра в различных точках шеек, проверьте последние на наличие признаков овальности или конусности. Сравните результаты проверки с требованиями Спецификаций, в случае необходимости отдайте вал в проточку.
| 4. Проверьте состояние контактирующих с сальниками поверхностей обеих цапф вала. В случае выявления задиров, шероховатостей и прочих повреждений, способных привести к выходу из строя нового сальника, следует обратиться за помощью к специалистам автосервиса, где может быть выполнен соответствующий восстановительный ремонт цапф.
5. При помощи циферблатного измерителя плунжерного типа определите величину бокового биения коленчатого вала в средней его части. Вал следует уложить в V-образные блоки. Постарайтесь в ходе выполнения проверки не повредить поверхности шеек и цапф вала. Максимальное допустимое значение бокового биения коленчатого вала изготовителями не оговорено, однако составители настоящего Руководства рекомендуют принять в качестве отправной точки величину 0.05 мм. При превышении данного значения вал следует заменить, либо доставить для восстановительного ремонта в мастерскую автосервиса.
| 6. На двигателях 1.3 л необходимо микрометром определить толщину упорных шайб. Изношенные шайбы заменяются в паре из числа соответствующих им по размерной группе. Если вал подвергался проточке, одна из шайб после подбора может отказаться толще другой, и должна устанавливать с внутренней стороны (вплотную к щеке кривошипа).
| 7. Описание процедур проверки состояния вкладышей коренных и шатунных подшипников см. в Разделе Проверка состояния и подбор вкладышей коренных и шатунных подшипников коленчатого вала.
| |
Чистка и проверка состояния блока цилиндров/картера двигателя
Чистка
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
| 1. Снимите с блока все навесные агрегаты и компоненты, а также электрические датчики и выключатели. Для полнообъемной чистки необходимо снять также выжимные пробки водяных галерей - просверлите в пробках маленькие отверстия, вверните в них саморезы и, ухвативших плоскогубцами за головки винтов, извлеките пробки из блока.
2. Соскоблите все следы материала старой прокладки и герметика с сопрягаемых поверхностей блока. Постарайтесь не повредить прокладочные/уплотнительные поверхности.
3. Извлеките все заглушки масляных галерей (где они предусмотрены). Заглушки посажены очень туго и, возможно, потребуют высверливания с последующим восстановлением резьбы метчиком. При сборке двигателя замена заглушек производится в обязательном порядке.
4. Если картер сильно загрязнен, придется прибегнуть к паровой чистке. После возврата блока из чистки необходимо вновь прочистить маслотоки и галереи. Промойте все внутренние полости блока теплой водой. Продолжайте промывку до тех пор, пока из отверстий не начнет вытекать чистая вода. Тщательно просушите блок, затем слегка смажьте маслом его сопрягаемые поверхности и зеркала цилиндров во избежание развития коррозии. Если имеется доступ к источнику сжатого воздуха, воспользуйтесь им для ускорения процесса сушки и продувки отверстий, каналов и галерей.

| При использовании сжатого воздуха надевайте защитные очки!
| 5. Если картер двигателя загрязнен не слишком сильно, достаточно будет промыть его горячей мыльной водой с применением жесткой щетки. Не следует пытаться сэкономить время на мытье блока - отнеситесь к этой процедурой со всей ответственностью. Вне зависимости от выбранного метода чистки, в результате ее все масляные отверстия и каналы должны оказаться абсолютно чистыми, а блок - тщательно высушенным. Во избежание развития коррозии слегка смажьте зеркала цилиндров маслом.
| 6. Все крепежные отверстия в блоке необходимо “прогнать” подходящим по размеру метчиком, тщательно удалив из витков резьбы продукты коррозии, старый герметик и прочие отложения. Кроме того, такая “прогонка” поможет восстановить поврежденные витки. По возможности, продуйте отверстия сжатым воздухом, удалив из них стружку и мусор.
|
| Из глухих отверстий должны быть полностью удалены все следы смазки и растворителя во избежание разрушения литья блока гидравлическим давлением при затягивании болтов.
| | 7. Смажьте подходящим герметиком новые заглушки масляных галерей и вверните их в свои отверстия в блоке. Прочно затяните заглушки.
8. Если не собираетесь немедленно приступать к сборке двигателя, заверните блок в чистый полиэтиленовый пакет. Не забудьте также позаботиться о защите сопрягаемых поверхностей и зеркал цилиндров от коррозии.
| |
ПРОВЕРКА
| ПОРЯДОК ВЫПОЛНЕНИЯ
|

| 1. Осмотрите литье блока на наличие трещин и следов коррозии. Проверьте, не сорвана ли резьба в каких-либо из крепежных отверстий. Если имелись подозрения на внутренние утечки охлаждающей жидкости, возможно, имеет смысл обратиться к специалистам автосервиса, попросив их выполнить тщательную проверку состояния блока с применением специального оборудования. В случае необходимости произведите восстановительный ремонт, либо замените блок.
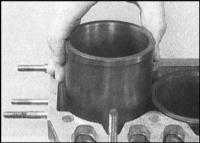
| 2. Извлеките гильзы цилиндров и проверьте их зеркала на наличие царапин и задиров. С целью выдерживания производственных допусков выпускаются гильзы трех размерных групп. Соответствующая маркировка нанесена стенке каждой из гильз.
3. Для более точной оценки степени износа гильз необходимо произвести измерение их диаметров в нескольких точках. Введите нутромер в гильзу первого цилиндра и замерьте ее диаметр в трех различных сечениях параллельно оси коленчатого вала. Одно измерение производится в верхней части гильзы, непосредственно под краем буртика ступенчатого износа, второе - в центральной части гильзы и третье - сразу над нижним ее срезом. Измерения производятся в двух плоскостях - параллельной и перпендикулярной оси коленчатого вала.
4. Сравните результаты измерений с требованиями Спецификаций. Если какой-либо из результатов выходит за пределы допустимого диапазона, соответствующая гильза подлежит замене.
5. Для определения зазора посадки поршней в гильзах цилиндров необходимо вычесть из диаметра гильзы диаметр поршня, измеренный по его юбке (см. Раздел Снятие, проверка состояния и установка шатунно-поршневых сборок).
6. Альтернативно, заправьте поршень в соответствующую гильзу и при помощи щупа лезвийного типа замерьте величину люфта его посадки. Поршень должен вводиться в гильзу в нормальное положение, а люфт измеряется по одной из упорных его поверхностей, непосредственно над нижним срезом гильзы.
7. Если величина зазора превышает оговоренное в Спецификациях допустимое значение, необходимо произвести замену поршня. Если поршень клинит в нижней части хода, с постепенным ослабеванием посадки по мере продвижения его вверх, значит имеет место конусность гильзы. Заклинивание лезвий щупа при смещении его по периметру образующей поверхности поршня говорит об овальности гильзы.
8. Повторите процедуру, оценив состояние гильз каждого из цилиндров.
9. В случае выявления признаков чрезмерного износа, либо повреждений зеркал, дефектные гильзы подлежат замене.
10. В качестве сменных должны устанавливаться гильзы, только той же размерной группы, что и вышедшие из строя. То же относится к поршням. При этом размер поршней должен соответствовать по группе размеру гильз. Соответствующая маркировка нанесена на стенки гильз и днища поршней.
11. Если степень износа зеркал невысока, достаточно будет лишь провести замену поршневых колец.
12. Зеркала гильз при этом подлежат хонингованию с целью обеспечения правильности посадки на них новых поршневых колец.
13. Для выполнения процедуры хонингования требуется специальный инструмент (хон), позволяющий нанести на поверхность зеркала равномерный штриховой узор в виде сетки. Такое равномерное “загрубление” зеркала обеспечивает качество приработки поршневых колец и гарантирует должную герметичность посадки поршней в гильзах. Выпускаются хоны двух типов, оба предназначенные для использования в комплекте с электродрелью. Хон типа “бутылочный ершик” представляет собой жесткую цилиндрическую щетку с абразивными вставками в щетину. Более широко распространенный поверхностный хон оборудован насадкой в виде точильных камней, оснащенных подпружиненными ножками. Составители данного Руководства рекомендуют начинающим механикам-любителям воспользоваться хоном первого типа.
|
| При желании хонингование всегда можно за вполне разумную плату поручить специалистам мастерской автосервиса.
| 14. Приготовьте хон одного из описанных выше типов, электродрель, достаточное количество чистой ветоши, немного хонинговочного масла и защитные очки.
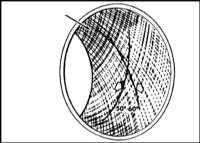
| 15. Зажмите хон в патрон электродрели. Смочите зеркала цилиндров хонинговочным маслом и заправьте хон в первую гильзу, предварительно сжав его подпружиненные точильные камни (если используется насадка второго типа). Включите дрель и сразу же начинайте двигать насадку вверх-вниз по цилиндру, добиваясь появления на зеркале цилиндра равномерного штрихового узора в виде сетки с ромбообразной ячеей, стороны которой пересекаются под углом около 60°. Некоторые изготовители поршневых колец настаивают на других значениях углов пересечения штрихов узора - ознакомьтесь с инструкциями, прилагаемыми к набору новых поршневых колец.
|
| Не забудьте надеть защитные очки!
| | 16. Не жалейте масла при хонинговании цилиндров. Не снимайте с зеркала гильзы больше материала, чем это действительно необходимо для достижения требуемого результата. Не извлекайте хон из гильзы до тех пор, пока его вращение окончательно не прекратится - все это время продолжайте совершать возвратно-поступательные движения дрелью. После остановки дрели, продолжите вращение ее патрона в прежнем направлении вручную и извлеките насадку из цилиндра.
17. Тщательно протрите зеркало чистой ветошью и переходите к хонингованию гильзы следующего цилиндра. Закончив процедуру, промойте блок цилиндров горячей водой с мылом, полностью удалив все следы абразива и хонинговочного масла. Чистку можно считать законченной, когда при проведении по зеркалам гильз смоченной в масле белой ветошью на последней не остается пятна серого цвета.
18. Для извлечения гильз переверните блок цилиндров и уложите его на деревянные блоки. Теперь гильзы могут быть выбиты из цилиндров при помощи выколотки, изготовленной из твердой древесины.
19. После того как будут высвобождены все гильзы, уложите блок цилиндров на бок и извлеките гильзы вручную.
20. Снимите с оснований гильз уплотнительные шайбы и измерьте их толщину. Выпускаются шайбы различных размеров и путем их подбора осуществляется корректировка величины выступания гильз над поверхностью блока. Подберите сменные шайбы для каждой из гильз.
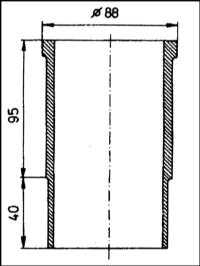
21. Основные геометрические характеристики гильз представлены на иллюстрациях. Если гильзы находятся в исправном состоянии и подлежат дальнейшему использованию, пометьте их при помощи скотча на предмет принадлежности к своему цилиндру.
а — Обозначение размерного класса гильзы
b — Место измерения внутреннего диаметра
| 
| 22. Перед установкой тщательно протрите сопрягаемые поверхности гильз и бока, затем путем обработки мелкозернистой наждачной бумагой удалите все заусеницы, задиры и шероховатости, способные привести к выходу из строя новых уплотнительных шайб.
| 23. Тщательно протрите гильзы и установите на них новые уплотнительные шайбы требуемой толщины. Смажьте стенки гильз чистым двигательным маслом.
|
| 24. При установке старых гильз следите за правильностью совмещения нанесенных в процессе демонтажа посадочных меток. Постарайтесь не допустить выпадения уплотнительных шайб в процессе посадки гильз в цилиндры. На первом этапе гильзы следует протолкнуть в цилиндры вручную до упора. Далее гильзы застукиваются молотком через деревянный блок до упора в посадочные плечики.
|
| 25. Установив все четыре гильзы, измерьте величину их выступания над плоскостью блока - воспользуйтесь стальной линейкой и щупом лезвийного типа. Сравните результаты измерений с требованиями Спецификаций.
| 26. В случае необходимости извлеките неправильно посаженную гильзу и замените на ней уплотнительную шайбу. Выпускаются шайбы толщиной 0.10, 0.12 и 0.14 мм.
27. Заменив шайбу, установите гильзу и вновь проверьте величину ее выступания.
| 28. Закончив корректировку посадки гильз, временно зафиксируйте их в цилиндрах специальными прямоугольными шайбами
| | |
Двигатели 1.6 л и дизельные
| ПОРЯДОК ВЫПОЛНЕНИЯ
|
| 1. Визуально проверьте литье блока на наличие трещин и следов коррозии. Проверьте, не сорвана ли резьба в каких-либо из крепежных отверстий. Если имелись подозрения на внутренние утечки охлаждающей жидкости, возможно, имеет смысл обратиться к специалистам автосервиса, попросив их выполнить тщательную проверку состояния блока с применением специального оборудования. В случае необходимости произведите восстановительный ремонт, либо замените блок.
2. Проверьте зеркала цилиндров на наличие царапин и задиров. При обнаружении подобного рода дефектов следует проверить состояние соответствующих поршней (см. Раздел Снятие, проверка состояния и установка шатунно-поршневых сборок). Находящиеся в начальной стадии развития дефекты могут быть устранены на данном этапе путем проточки блока в условиях мастерской автосервиса.
3. Для более точной оценки степени износа цилиндров необходимо произвести измерение их диаметров в нескольких точках. Введите нутромер в первый цилиндр и произведите измерение его диаметра в трех различных сечениях параллельно оси коленчатого вала. Одно измерение производится в верхней части цилиндра, непосредственно под краем буртика ступенчатого износа, второе - в центральной части цилиндра и третье - на расстоянии около 10 мм над нижним его срезом.
|
| Блок должен быть установлен на верстаке строго горизонтально.
| 4. Повторите измерения, на этот раз в плоскостях, перпендикулярных оси коленчатого вала. Запишите результаты всех шести измерений и сравните их с требованиями Спецификаций. Если разница диаметров каких-либо из двух цилиндров выходит за пределы допустимого диапазона, цилиндры подлежат проточке с последующей заменой поршней на новые, соответствующего ремонтного размера. Единственной альтернативой проточке цилиндров является полная замена блока в комплекте с поршнями.
5. Воспользовавшись записями результатов измерений диаметров поршней (см. Раздел Снятие, проверка состояния и установка шатунно-поршневых сборок),вычислите зазоры посадки поршней в цилиндрах путем вычитания этих диаметров из диаметров цилиндров. Поскольку требования к посадке поршней на момент составления настоящего Руководства изготовителями не оговорены, обратитесь за консультациями к специалистам фирменного сервис-центра компании Skoda.
6. Уложите блок на верстак, картером вниз и при помощи стальной линейки и щупа лезвийного типа проверьте плоскостность его сопрягаемые поверхности. Если результаты проверки превышают оговоренное в Спецификациях допустимое значение, блок может подвергнут проточке (только для бензиновых двигателей) или заменен. На дизельных двигателях выполнение проточки блока не представляется возможным.
7. Перед сборкой двигателя следует произвести хонингование цилиндров.
8. Слегка смажьте зеркала цилиндров чистым двигательным маслом во избежание развития коррозии. До момента начала сборки заверните блок в полиэтиленовый пакет и уберите его в безопасное место.
| |
Проверка состояния и подбор вкладышей коренных и шатунных подшипников коленчатого вала
Дата добавления: 2015-04-21; просмотров: 2094;