Технология сварки стали 15Х5М аустенитными электродами.
Различие коэффициентов линейного расширения металла аустенитного шва и основного металла (физическая неоднородность) является причиной возникновения дополнительных термических напряжений в условиях эксплуатации при повышенных температурах. Вопрос о снижении и устранении термических напряжений решается путем применения для сварки стали 15Х5М высоконикелевых электродов. С позиций технологической и эксплуатационной прочности одним из наиболее слабых звеньев сварного соединения из стали 15Х5М, выполненных аустенитными электродами, являются участки подкалки с повышенной твердостью, но с пониженными пластичностью и вязкостью по сравнению с основным металлом. Таким образом, склонность к закалке и образованию холодных трещин существенно усложняет технологический процесс изготовления сварных изделий из стали 15Х5М.
Ускоренное охлаждение существенно сужает область распространения закалочных температур, что дополнительно уменьшает ширину участков подкалки (до 1-2 мм ). Последнее является причиной повышения деформационной способности сварных соединений из-за контактного разупрочнения твердых участков, роста сопротивляемости образованию холодных трещин и их распространению. Кроме того, ускоренное охлаждение уменьшает размеры зерна металла околошовной зоны, ширину активных зон, претерпевающих термопластические деформации, приводит к естественной закалке на аустенит металла шва, позволяет производить сварку на форсированных (жестких) режимах.
Наибольший положительный эффект достигается при многослойной сварке на пониженных режимах (рис. 2.2, б) Ширина твердых участков в околошовных зонах сузилась в 4-5 раз по сравнению с вариантом многослойной сварки с послойным охлаждением (см. рис. 2.2, в) и колеблется в среднем в пределах 1-2 мм.
При сварке на производительных режимах с наложением двухслойного шва (см. рис. 2.2, в) происходит сужение участков подкалки в тех пределах, что и при многослойной сварке.
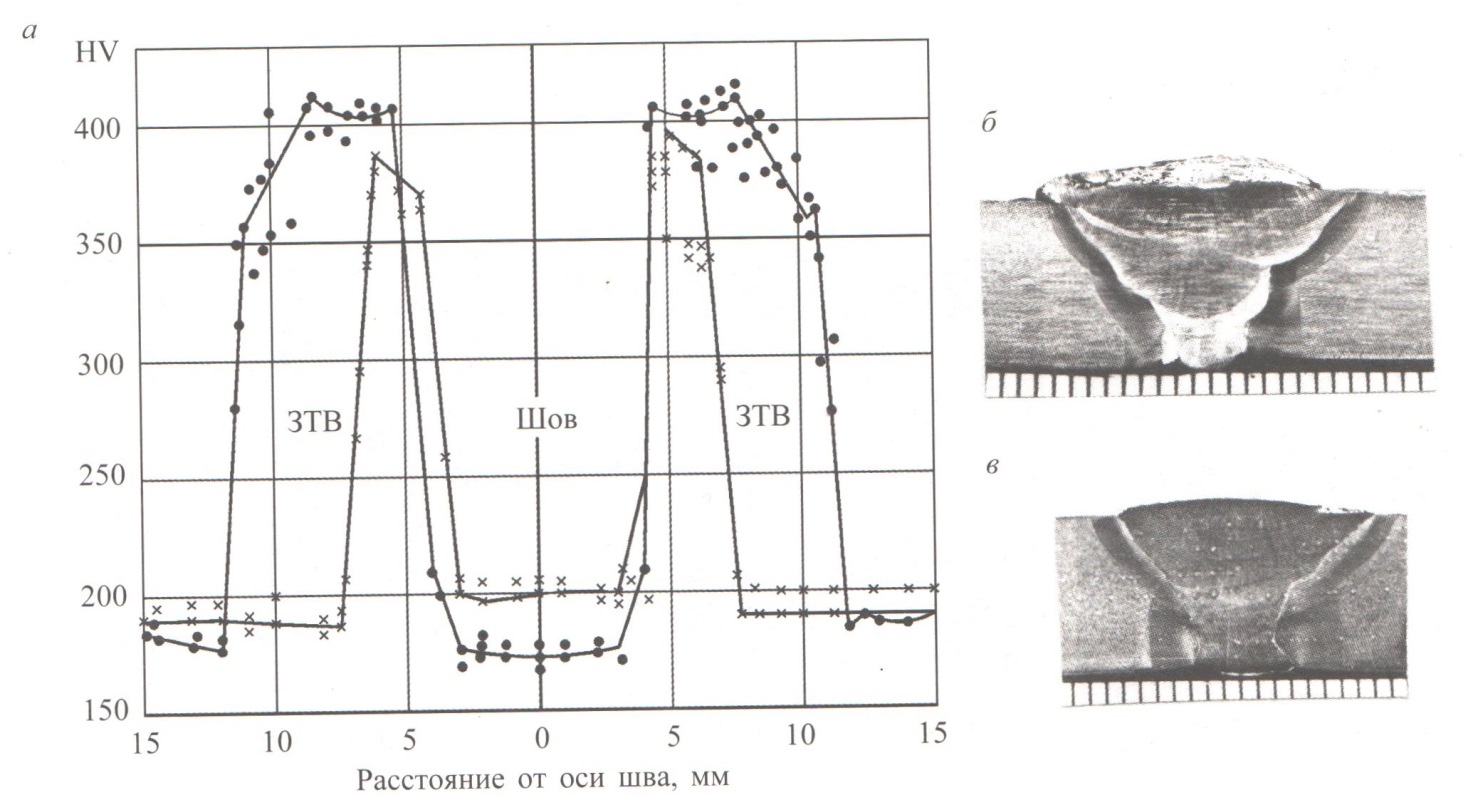
а) – распределение твердости (• - сварка с подогревом до 350 - 400°С, × - сварка с сопутствующим охлаждением); б) – многослойная сварка с охлаждением; в – двухслойная сварка с охлаждением
Рисунок 2.2 – Твердость в поперечных сечениях сварных соединений, выполненных электродами ОЗЛ-6 и макроструктуры (×2) при толщине листа 10 мм.
Таким образом, ускоренное охлаждение при сварке стали 15Х5М аустенитными электродами является эффективным способом повышения технологической и эксплуатационной прочности сварных соединений[3].
Дата добавления: 2015-04-19; просмотров: 6193;