Машини для формування котлет, биточків та гамбургерів
Машини для формування котлетпризначені для формування виробів плоскої форми з м'ясних, рибних, картопляного фаршів, а також манних битків круглої форми. Випускаються машини роторного і барабанного типів, а також ручні механізми.
Роторні формувальні машини працюють за принципом почергового формування виробів однин за одним. Така машина настільного типу складається з корпуса, електродвигуна, черв'ячного редуктора, кришки стола із завантажувальним бункером, шнека-живиль-ника, формувального стола, бункера для панірувальних сухарів і приймального лотка (рис. 6.1).
| Рис. 6.1 Роторна котлетоформувальна машина а – схема машини; б – циклограма руху поршня формувального столу; 1 – корпус; 2 – черв'ячний редуктор; 3 – вал шнека-живильника; 4 – циліндрична передача; 5 – бункер для фаршу; 6 – шнек-живильник; 7 – отвір у бункері; 8 – бункер для сухарів; 9 – отвір; 10 – регулювальний гвинт; 11 – формувальний стіл; 12 – поршень; 13 – планка; 14 – пружини; 15 – штовхач; 16 – торцевий копір; 17 – електродвигун; 18 – вал електродвигуна; 19 – упор; 20 – вал черв'ячного редуктора |

Робочим органом машини є формувальний стіл із трьома круглими отворами-комірками. Стіл закріплено на вертикальному валу, всередині якого встановлена тяга механізму регулювання маси виробу, що формується. Над столом розташовуються два завантажувальні пристрої – циліндричний бункер для фаршу й конічний бункер для панірувальних сухарів. Бункер для фаршу встановлено на кришці формувального стола. Усередині бункера розташовано живильний шнек, який нагнітає фарш із бункера в отвори-комірки формувального стола. У комірках стола розташовані робочі інструменти машини – поршні, які при обертанні стола здійснюють зворотнопоступальний рух. Елементами робочого інструмента є також крайки комірок формувального стола й крайки вікна бункера, які відокремлюють порцію фаршу від основної маси.
Робочі органи машини приводяться в дію від електродвигуна, встановленого всередині корпуса. Вал електродвигуна телескопічно з'єднаний із валом черв'ячного редуктора, від якого здійснюється обертання живильного шнека. Обертовий рух формувальному столу передається через циліндричну передачу, одне з коліс якої закріплено на валу живильного шнека, а інше – на валу формувального стола.
Поршням, розміщеним у комірках формувального стола, зворотно-поступальний рух передається торцевим диском-копіром, який має вигляд ступінчастого кільця, закріпленого на станині. На робочу поверхню диска-копіра опираються штовхачі поршнів. Під час обертання стола вони ковзають по диску-копіру, а поршні завдяки пружинам піднімаються або опускаються в комірках відповідно до профілю диска-копіра.
 Машина оснащена механізмом регулювання маси виробу, що формується. Регулювання досягається зміною положення поршня в комірці формувального стола. Для цього є регулювальний гвинт, планка та упор, які обмежують рух поршня вниз. Нижнє положення поршня залежить від установки планки, що змінює своє положення обертанням регулювального гвинта.
Машина оснащена механізмом регулювання маси виробу, що формується. Регулювання досягається зміною положення поршня в комірці формувального стола. Для цього є регулювальний гвинт, планка та упор, які обмежують рух поршня вниз. Нижнє положення поршня залежить від установки планки, що змінює своє положення обертанням регулювального гвинта.
Розвантажувальний пристрій складається із скидача і приймального лотка, площина якого встановлена на рівні формувального стола. Всі деталі машини об'єднані загальним корпусом.
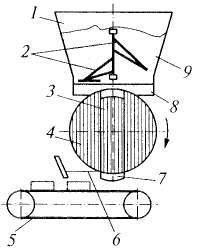
| Рис. 6.2 Схема барабанної машини для формування котлет 1 – бункер; 2 – лопатевий нагнітач; 3 – поршень; 4 – формувальний барабан; 5 – транспортер; 6 – струнний механізм; 7 – виріб; 8 – живильник; 9 – фарш |
Під час першого опускання на глибину 1,5-2 мм на поршень насипаються сухарі, а при другому - простір над поршнем заповнюється фаршем. При подальшому обертанні формувального стола крайки комірок вікна бункера відрізають порцію фаршу, ущільнюють її й заповнюють весь об'єм комірки.
Наступний рух стола переміщує штовхач поршня по ділянці підйому на диску-копірі, у результаті чого поршень із відформованим виробом піднімається на один рівень із поверхнею стола (положення 4). Тут на відформований виріб натискає скидач, зіштовхуючи виріб із поверхні поршня і стола на розвантажувальний лоток. Після цього оператор за допомогою спеціальної лопатки знімає виріб із розвантажувального лотка й укладає його непанірованим боком на посипаний панірувальними сухарями лист.
Барабанні формувальні машини замість ротора містять формувальний барабан (рис. 6.2), в якому змонтовано ряд ковзаючих поршнів. За один оберт барабана поршні формують декілька котлет. Змінний обертовий барабан притиснутий до живильника. Через спеціальну щілину із бункера за допомогою лопатевого нагнітача у живильник подається фарш. Внаслідок створення надлишкового тиску у живильнику фарш щільно заповнює простір над поршнем. У нижньому положенні поршні витісняють котлети на транспортер. Вироби відділяються від поршня струнним механізмом.
Технічні характеристики машин для формування котлет наведено у табл.6.1.
Таблиця 6.1– Технічні характеристики котлетоформувальних машин
| Машина | Продуктивність кг/год | Об'єм бункера для фаршу/ сухарів, кг | Маса виробів, г | Потужність, кВт | Габаритні розміри, мм | Маса, кг |
| МФК-2240 (Росія) | 10-0.7 | 45-95 | 0,4 | 610×390×630 | ||
| АК2М-40 (Росія) | 50, 70, 100 | 0,55 | 685×585×665 | |||
| АФК-1 (Росія) | 50-100 | 0,43 | 540×350×675 | |||
| Nilma (Італія) MS/2 | 60-140 | 0,37 | 460×320×590 | |||
| Nilma (Італія) MS/3 | 60-140 | 0,25 | 460×290×590 | |||
| Deigton (Англія) FORMATIC C 2000 | 50-130 | 0,75 | 850×850×720 | - |
Дата добавления: 2015-04-15; просмотров: 2029;