Стандартные резьбы
Для крепежных деталей применяют резьбу треугольного профиля с углом при вершине 60° или 55° однозаходную, имеющую небольшой угол подъема винтовой линии.
На деталях с резьбой такого типа лучше удерживается гайка от самопроизвольного отвинчивания при толчках и сотрясениях работающей машины (свойство самоторможения).
Треугольные крепежные резьбы бывают метрические и дюймовые.
На трубах, деталях трубных соединений – гайках, тройниках, крестовинах, отводах, нарезают трубную цилиндрическую, имеющую также исходный треугольный профиль с углом при вершины 55°. В отличии от дюймовой резьбы эта резьба имеет более мелкий шаг и тем самым меньшую высоту профиля резьбы, что позволяет применять ее на тонкостенных деталях.
Резьбы ходовые используют на ходовых винтах металлорежущих станков, прессов и многих других механизмов. Ходовые винты должны обеспечивать гайке возвратно–поступательное движение. Для этой цели применяют резьбы с большим углом подъема винтовой линии. Таким свойством обладают многозаходные резьбы (двух– и трехзаходные) трапецеидального профиля.
На винтах домкратов и прессов часто нарезают одноходовую резьбу квадратного профиля. Одноходовые прямоугольные резьбы в наибольшей степени обладают свойством самоторможения. Поднятый домкратом груз под влиянием сил трения на винтах такой резьбы не может самопроизвольно опуститься, если, например, перестают вращать и отпускают подъемную рукоятку.
У трапецеидальной резьбы зазор может быть устранен применением разрезных гаек. Резьбы упорные применяют обычно для восприятия больших усилий, действующих в одном направлении (прессы и др.).
Ходовые резьбы применяют также для винтов, испытывающих в работе ударную нагрузку (рывки). Такого типа резьбы применяют, например, в винтах вагонных винтовых стяжках. Резьбы прямоугольного профиля не стандартизированы, и их изготовление производится по чертежам ведомственных нормалей.
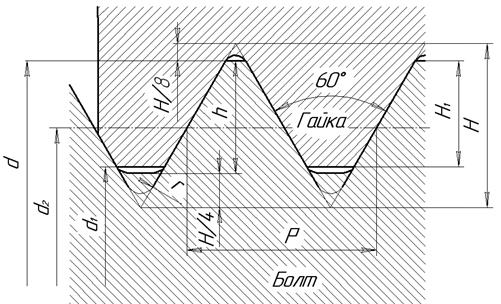
Рис. 1.6 Профиль метрической резьбы
Резьбы, на которые введены стандарты, показаны на рис. 1.7.
 |  | ||||||||||||||||||||||
 |  | | |||||||||||||||||||||
 |  |  | |||||||||||||||||||||
 | |  |  | ||||||||||||||||||||
















Рис. 1.7 – Стандартные резьбы
Таблица 1.1
Резьба метрическая. Основные размеры (выдержки ГОСТ 24705 – 81)
| Номинальный d резьбы | Шаг p p | Диаметры резьбы | ||
| d=D | d2=D2 | d1=D1 | ||
| 1.25 0.75 0.5 | 8.000 8.000 8.000 8.000 | 7.188 7.350 7.513 7.675 | 6.647 6.917 7.188 7.459 | |
| 1.25 0.75 0.5 | 9.000 9.000 9.000 9.000 | 8.188 8.350 8.513 8.675 | 7.647 7.917 8.188 8.459 | |
| 1.5 1.25 0.75 0.5 | 10.000 10.000 10.000 10.000 10.000 | 9.026 9.188 9.350 9.513 9.675 | 8.376 8.647 8.917 9.188 9.459 | |
| 1.75 1.5 1.25 0.75 0.5 | 12.000 12.000 12.000 12.000 12.000 12.000 | 10.863 11.026 11.188 11.350 11.513 11.675 | 10.106 10.376 10.647 10.917 11.188 11.459 | |
| 1.5 1.25 0.75 0.5 | 14.000 14.000 14.000 14.000 14.000 14.000 | 12.701 13.026 13.188 13.350 13.513 13.675 | 11.865 12.376 12.647 12.917 13.188 13.459 | |
| 1.5 | 15.000 15.000 | 14.026 14.350 | 13.376 13.917 | |
| 1.5 0.75 0.5 | 16.000 16.000 16.000 16.000 16.000 | 14.701 15.026 15.350 15.513 15.675 | 13.835 14.376 14.917 15.188 15.459 | |
| 2.5 1.5 0.75 0.5 | 18.000 18.000 18.000 18.000 18.000 18.000 | 16.376 16.701 17.026 17.350 17.513 17.675 | 15.294 15.835 16.376 16.917 17.188 17.459 | |
| 2.5 1.5 0.75 0.5 | 20.000 20.000 20.000 20.000 20.000 20.000 | 18.376 18.701 19.026 19.350 19.513 19.675 | 17.294 17.835 18.376 18.917 19.188 19.459 | |
| 2.5 1.5 0.75 0.5 | 22.000 22.000 22.000 22.000 22.000 22.000 | 20.376 20.701 21.026 21.350 21.513 21.675 | 19.294 19.835 20.376 20.917 21.188 21.459 |
Резьбы преимущественно применят правые, при использовании левых резьб к их обозначению добавляют LH.
Метрическую резьбу выполняют с крупным (единственным для данного диаметра d) и мелкими шагами. Мелкие шаги назначает конструктор в соответствии с ГОСТ 8724-81. Применяют мелкие шаги на тонкостенных деталях, при малой длине резьбы и когда необходимо обеспечить повышенную усталостную прочность детали. В резьбах диаметром от 1 мм и менее мелкие шаги не предусмотрены. Такие резьбы применяют в приборах точной механики.
Диаметры и шаги метрической резьбы на пластмассовых деталях регламентирует ГОСТ 11709-81*.
Основные размеры наружного, среднего и внутреннего диаметров устанавливает ГОСТ 24705-81, а систему допусков на размеры для посадок с зазором для резьб диаметром от 1 до 600 мм – ГОСТ 16093–81. При изготовлении наружной резьбы чаще применяют поля допусков 6g и 8g. Цифра в обозначении показывает степень точности, а буква указывает на основное отклонение по валу или отверстию. Для внутренней резьбы соответственно применяют поля допусков 6Н и 7Н.
· Если резьба многозаходная, то различают шаг Р резьбы и ход Рh резьбы. Ход это расстояние по оси резьбы, на которое переместится гайка при повороте ее вокруг оси на 3600. При числе заходов n и шаге Р ход
Рh = n∙´ P
Очевидно, что в однозаходной резьбе ход равен шагу.
Обозначения типов резьб приведены в таблице 1.2, примеры обозначений типов резьбы приведены в таблице 1.3
Дата добавления: 2015-02-28; просмотров: 1302;