Дифференцированный (поэлементный) контроль параметров резьбы.
Все основные параметры резьбы (собственно средний диаметр, наружный и внутренний диаметры, шаг и угол профиля) можно контролировать с помощью универсальных или специализированных контрольных средств. При этом контролируемый параметр измеряют многократно, что позволяет путем последующей обработки результатов по известным методикам уменьшить влияние погрешностей других параметров резьбы.
Допуски метрических резьб (ГОСТ 16093 – 81). Данный стандарт распространяется на метрическую резьбу по ГОСТ 9150 – 81, диаметрами от 1 до 600 мм по ГОСТ 8724 – 81 и ГОСТ 16967 – 81, основными размерами по ГОСТ 24705 – 81 и ГОСТ 24706 – 81 и устанавливает систему допусков и посадок с зазором. Положения полей допусков наружной и внутренней резьб показаны на рисунке 6.2 и 6.3 ниже.
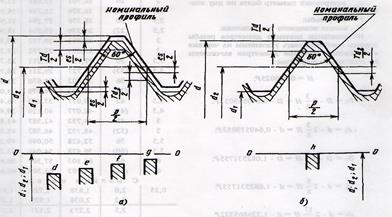 
| Рисунок 6.2 Положения полей допусков наружной резьбы: а) – с основными отклонениями d, e, f, g. б) – с основным отклонением h. |
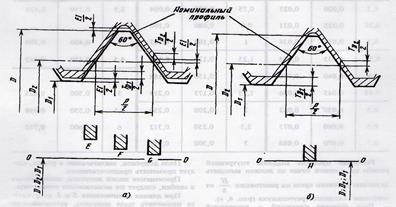
| Рисунок 6.3 Положения полей допусков внутренней резьбы: а) – с основными отклонениями E, F, G. б) – с основным отклонением Н. |
Обозначение параметров в рисунках 6.2 и 6.3 соответствуют следующему:
D – наружный диаметр, D1 – внутренний диаметр, D2 (Dср) – средний диаметр,
Р – шаг резьбы.
Средний диаметр наружной резьбы контролируют с помощью универсальных средств без дополнительных приспособлений (микрометр МВМ) или с использованием резьбовых вставок, ножей, проволочек, роликов (обычный микрометр, микроскоп), а для внутренней резьбы — еще и шариков или оттисков. При измерении среднего диаметра наружной резьбы с помощью микроскопа перекрестие окулярной сетки вначале наводят на верхний профиль резьбы, а затем на нижний. За результат измерений принимают полусумму результатов измерений среднего диаметра по правой и по левой сторонам профиля. При этом в значительной мере уменьшается влияние погрешности шага. Однако теневое изображение профиля резьбы в этом случае из-за влияния угла подъема резьбы является искаженным, поэтому для контроля среднего диаметра часто используют приспособления с ножами, проволочками или вставками. При использовании ножей их лезвия подводят с помощью специальных приспособлений и кареток к боковым сторонам выступов до плотного соприкосновения (без просветов). Так как кромка лезвия ножа из-за подъема витка резьбы не видна, отсчет положения ножа проводят по рискам, нанесенным на поверхности ножа параллельно его лезвию. Для d2 = 100 мм метод измерения на микроскопе обеспечивает погрешность 2,5—4,5 мкм. Для малых образующих резьб применяют метод трех, двух или одной проволочки, закладываемых во впадины резьбы. Таким образом, контрольное средство позволяет измерить некоторый размер М, зависящий от среднего диаметра резьбы d2 и диаметра dпр проволочек. Шаг резьбы измеряют с помощью универсальных или специальных средств. Из универсальных средств используют главным образом микроскопы, перекрестия которых последовательно наводят на правые и левые стороны профиля резьбы. Чтобы исключить погрешность от перекоса оси резьбы относительно линии измерения в горизонтальной и вертикальной плоскостях, шаг необходимо измерять по правым и по левым сторонам профиля и с обеих сторон. Тогда действительный размер шага Рr можно найти по четырем измерениям (формула 6.1):
Рr = (Рn пр + Рn лев+ P’n пр + P’n лев)/4, (6.1)
В специальных приборах (измерительных машинах) шаг измеряют путем сравнения либо с образцовой деталью, либо со штриховой мерой
Внутренний диаметр наружных резьб измеряют с помощью микроскопов или контактных измерительных приборов с остроконечными вставками.
Средний диаметр внутренних резьбизмеряют с помощью штрихмасов с резьбовыми вставками, индикаторных приборов с раздвижными полупробками или сферических вставок, а также путем получения оттисков и отливок с последующим их измерением универсальными средствами. Измерение среднего диаметра шариками или шариковыми наконечниками аналогично измерению проволочками. При этом используют горизонтальные и вертикальные оптиметры, индикаторы и т. п. Все параметры внутренней резьбы можно: измерять с помощью специального микроскопа ИЗК-59 (приспособление к УИМ). Существуют автоматические средства контроля параметров резьб.
Дата добавления: 2015-01-13; просмотров: 3077;